Em suma, as principais vantagens da Prensagem Isostática a Frio (CIP) são a sua capacidade de criar peças com densidade altamente uniforme e de formar formas complexas que são impossíveis com outros métodos de compactação de pó. Este processo aplica pressão igual de todas as direções a um pó contido numa forma flexível, resultando em peças "verdes" excecionalmente consistentes com alta resistência para manuseio, retração previsível durante a sinterização e propriedades mecânicas finais superiores.
A força central do CIP não é apenas o que ele produz, mas como o produz. Ao aproveitar a Lei de Pascal para aplicar pressão uniforme, o CIP elimina os gradientes de densidade e as tensões internas comuns na prensagem tradicional, desbloqueando um potencial maior para a qualidade do material e a liberdade de design.

Como o CIP Alcança uma Compactação Superior
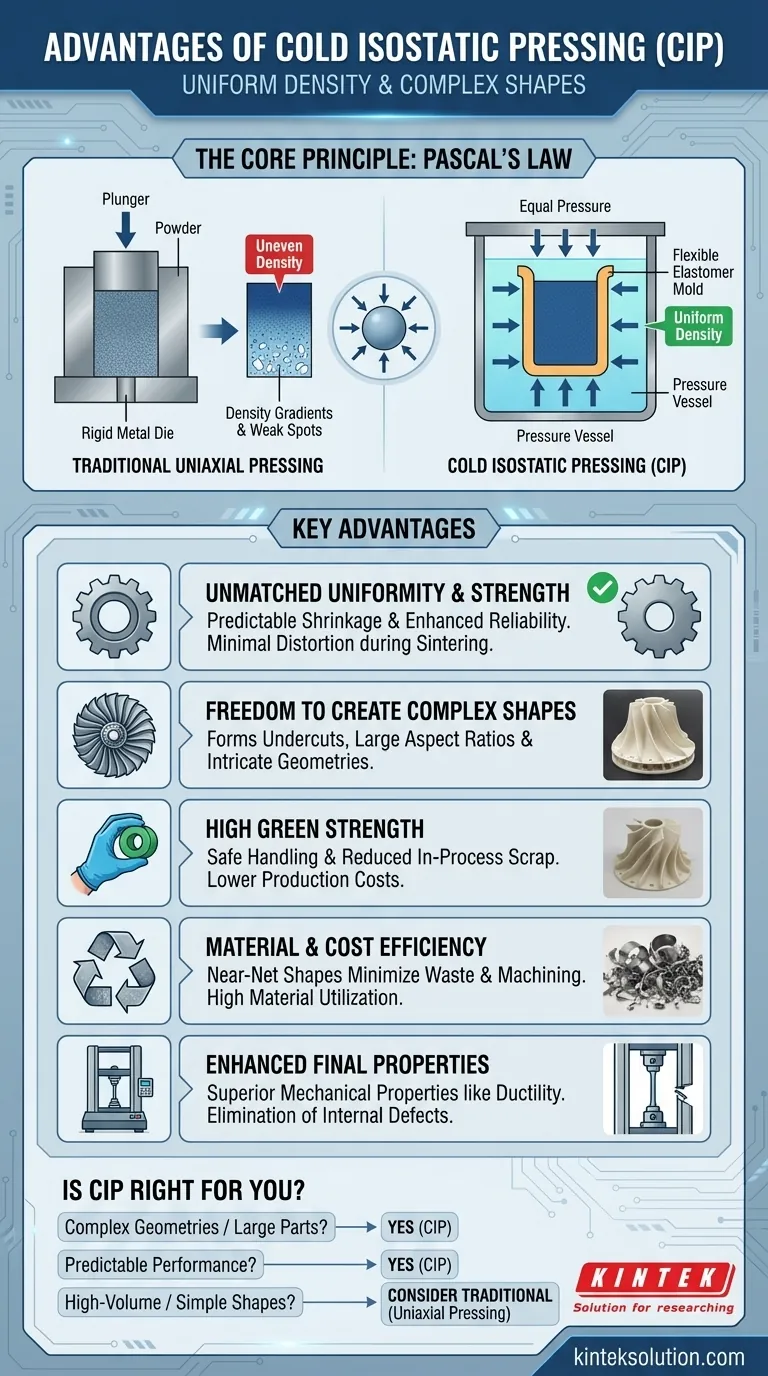
Para entender as vantagens do CIP, você deve primeiro entender seu princípio fundamental. Ao contrário da prensagem uniaxial tradicional, que comprime o pó de uma ou duas direções, o CIP usa um líquido para exercer pressão uniformemente em toda a superfície da peça.
O Princípio: A Lei de Pascal em Ação
O processo é uma aplicação direta da Lei de Pascal, que afirma que a pressão aplicada a um fluido confinado é transmitida sem diminuição a cada porção do fluido e às paredes do recipiente que o contém.
No CIP, o pó é selado em uma forma elastomérica e submerso em um vaso de pressão preenchido com líquido. Quando o líquido é pressurizado, essa pressão atua uniformemente na forma flexível de todos os ângulos.
O Resultado: Densidade Verde Uniforme
Essa pressão isostática (uniforme em todas as direções) força as partículas de pó a se unirem com força igual, independentemente da geometria da peça.
O resultado é uma peça "verde" compactada com densidade excepcionalmente uniforme em todo o seu volume. Isso elimina os pontos fracos, vazios internos e linhas de tensão frequentemente encontrados em peças feitas com prensagem direcional.
Vantagens Chave Explicadas
Essa densidade verde uniforme é a fonte de quase todos os outros benefícios associados à Prensagem Isostática a Frio.
Uniformidade e Resistência Incomparáveis
Como a peça verde é uniformemente densa, seu comportamento durante a fase de aquecimento (sinterização) subsequente é altamente previsível. Isso leva a distorção mínima e retração uniforme.
A ausência de aprisionamento de ar e vazios internos resulta em uma peça sinterizada final com resistência consistente e confiável e propriedades mecânicas aprimoradas, como ductilidade.
Liberdade para Criar Formas Complexas
O uso de uma forma elastomérica flexível e de baixa resistência liberta os designers das restrições de matrizes rígidas.
O CIP pode produzir peças com geometrias complexas, rebaixos e grandes relações de aspecto (por exemplo, tubos longos e finos) que seriam impossíveis de prensar ou desmoldar usando métodos tradicionais. É altamente versátil tanto para materiais de grande porte quanto para componentes intrincados.
Alta Eficiência de Material e Custo
O CIP é excelente para produzir formas próximas ao formato final (near-net shapes), o que reduz o desperdício de material e minimiza a necessidade de usinagem extensiva pós-sinterização.
Além disso, a alta "resistência verde" da peça compactada significa que ela pode ser manuseada, usinada ou transportada com segurança antes da etapa final de endurecimento. Essa robustez reduz significativamente os custos de produção ao diminuir a sucata em processo.
Compreendendo as Desvantagens
Embora poderoso, o CIP não é a solução universal para todas as necessidades de compactação de pó. Compreender suas limitações é fundamental para usá-lo de forma eficaz.
Foco na Compactação no Estado "Verde"
O CIP é uma etapa de consolidação, não um método de produção final. As peças que produz são em um estado "verde", o que significa que possuem densidade e resistência para manuseio, mas ainda não atingiram suas propriedades materiais finais. Uma etapa subsequente de sinterização ou Prensagem Isostática a Quente (HIP) é sempre necessária para fundir as partículas em um componente sólido e funcional.
Ferramental e Tempos de Ciclo
As formas elastoméricas usadas no CIP têm uma vida útil finita e são geralmente menos duráveis do que as matrizes de aço temperado usadas na prensagem uniaxial. Para produção de alto volume de formas simples, como cilindros ou blocos pequenos, a prensagem tradicional é frequentemente mais rápida e econômica por peça.
Tolerâncias Dimensionais
Embora a retração seja muito previsível, não é um processo de forma final perfeita. A flexibilidade da forma significa que atingir tolerâncias dimensionais extremamente apertadas ainda pode exigir usinagem final, embora significativamente menos do que com outros métodos de consolidação.
O CIP é a Escolha Certa para Sua Aplicação?
A escolha do método de compactação correto depende inteiramente dos objetivos específicos do seu projeto em termos de geometria, desempenho e volume.
- Se o seu foco principal são geometrias complexas ou peças grandes: O CIP é a escolha superior, pois o ferramental flexível e a pressão uniforme superam as limitações de design das matrizes rígidas.
- Se o seu foco principal são propriedades e desempenho finais previsíveis: A capacidade do CIP de criar uma peça verde uniformemente densa é crítica para minimizar defeitos internos e garantir um comportamento de material consistente e confiável.
- Se o seu foco principal é a produção de alto volume de formas simples: A prensagem uniaxial tradicional de alta velocidade provavelmente oferecerá um custo por peça mais baixo e um tempo de ciclo mais rápido.
Ao entender o princípio da pressão isostática, você pode alavancar eficazmente o CIP para alcançar um nível de qualidade de material e complexidade de design que outros métodos não conseguem igualar.
Tabela Resumo:
| Vantagem | Descrição |
|---|---|
| Densidade Uniforme | Elimina gradientes de densidade para peças verdes consistentes com retração previsível. |
| Formas Complexas | Forma geometrias intrincadas e grandes relações de aspecto impossíveis com outros métodos. |
| Alta Resistência Verde | Permite manuseio seguro e reduz sucata em processo, diminuindo custos. |
| Eficiência de Material | Produz formas próximas ao formato final para minimizar desperdício e necessidades de usinagem. |
| Propriedades Aprimoradas | Resulta em propriedades mecânicas finais superiores, como ductilidade e confiabilidade. |
Pronto para aprimorar as capacidades do seu laboratório com a Prensagem Isostática a Frio? A KINTEK é especializada em prensas de laboratório, incluindo prensas automáticas, prensas isostáticas e prensas aquecidas, projetadas para oferecer compactação uniforme e formação de peças complexas para suas necessidades específicas. Nossas soluções ajudam a reduzir o desperdício, melhorar as propriedades do material e aumentar a eficiência — entre em contato conosco hoje para discutir como podemos apoiar seus projetos! Entre em contato agora
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são as vantagens de processo do uso da Prensagem Isostática a Frio (CIP) para LSMO? Alcançar Densidade Livre de Defeitos
- Que tipos de equipamento estão disponíveis para a prensagem isostática a frio?Explore as soluções CIP para laboratórios e produção
- Para que tipos de materiais e aplicações os sistemas automatizados de CIP são particularmente benéficos? Desbloqueie a Pureza e Formas Complexas
- Como uma Prensa Isostática a Frio (CIP) aumenta a densidade de corrente Bi-2223/Ag? Aumente a Supercondutividade com Pressão Uniforme
- Por que as altas taxas de pressurização são importantes nos sistemas CIP automatizados? Alcançar densidade superior do material










