Em resumo, a Prensagem Isostática a Frio (CIP) oferece vantagens significativas em relação à prensagem em matriz uniaxial, principalmente devido à sua capacidade de aplicar pressão uniformemente a partir de todas as direções. Isso resulta em componentes com densidade mais consistente, propriedades de material superiores e a capacidade de formar formas altamente complexas que são impossíveis de serem alcançadas com compressão monoaxial.
A diferença central é simples: a prensagem uniaxial espreme um pó por cima e por baixo, enquanto a CIP envolve o pó e o espreme igualmente por todos os lados. Esta distinção fundamental é a origem de quase todas as vantagens que a CIP possui para a produção de materiais avançados.

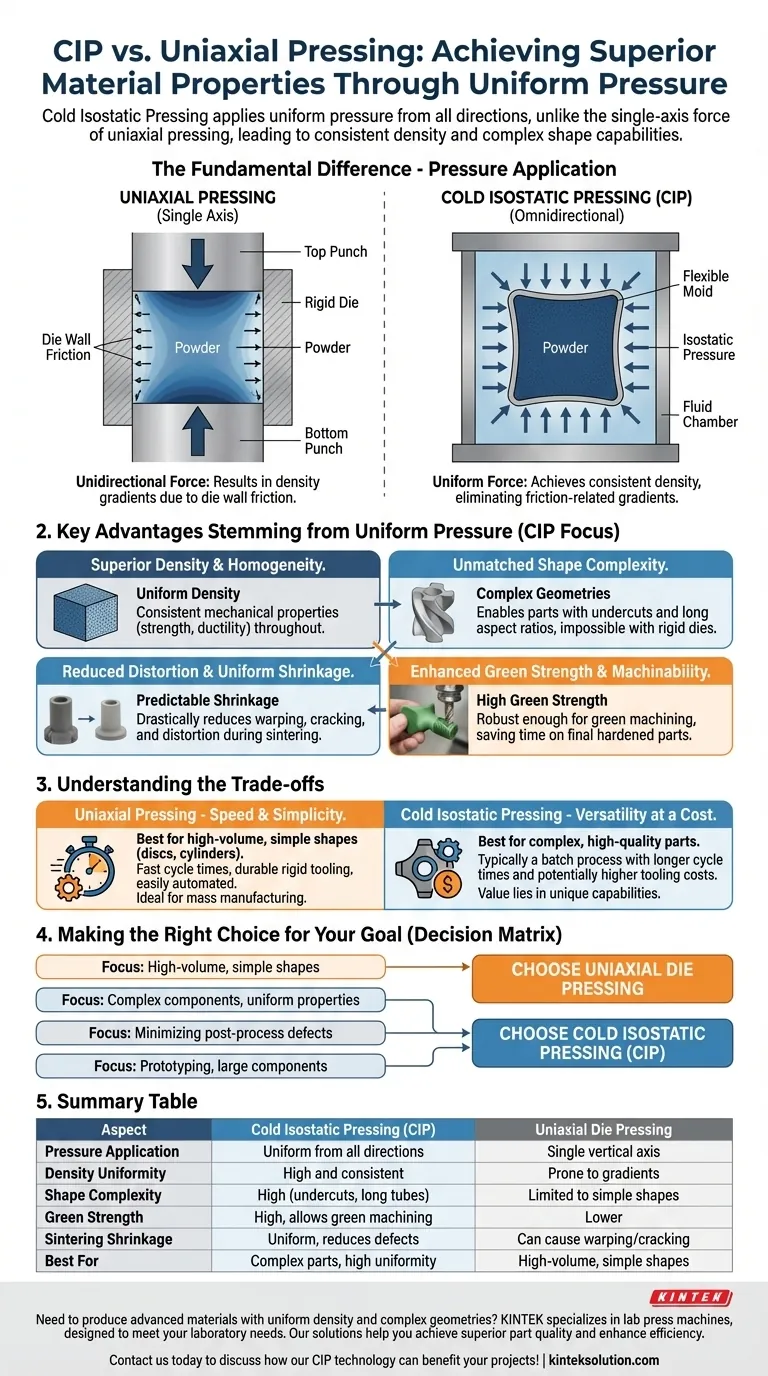
A Diferença Fundamental: Aplicação da Pressão
Para entender os benefícios, você deve primeiro entender a distinção mecânica entre os dois processos. São métodos fundamentalmente diferentes de compactação de um pó.
Como Funciona a Prensagem Uniaxial
A prensagem uniaxial utiliza uma matriz metálica rígida e punções para compactar o pó ao longo de um único eixo vertical.
Imagine encher um cilindro com pó e depois pressioná-lo com um pistão. A força é aplicada apenas por cima e por baixo.
Este método sofre de atrito da parede da matriz, onde o atrito entre o pó e as laterais da matriz resiste à compactação. Isso leva a variações de densidade, com o material sendo menos denso quanto mais distante dos punções.
Como Funciona a Prensagem Isostática a Frio
A Prensagem Isostática a Frio coloca o pó em um molde flexível e elastomérico, que é então submerso em um fluido dentro de uma câmara de alta pressão.
A câmara é pressurizada, fazendo com que o fluido exerça pressão igual de todas as direções sobre o molde flexível. Isso é conhecido como pressão isostática.
Como a pressão é perfeitamente uniforme e não há parede de matriz rígida contra a qual o pó possa esfregar, este método elimina virtualmente os gradientes de densidade causados pelo atrito.
Vantagens Chave Decorrentes da Pressão Uniforme
A pressão uniforme da CIP se traduz diretamente em uma série de benefícios tangíveis para o componente final, especialmente para aplicações exigentes.
Densidade e Homogeneidade Superiores
Ao aplicar pressão de todos os lados, a CIP cria uma peça compactada, ou corpo verde, com densidade excepcionalmente uniforme.
Essa homogeneidade significa que as propriedades mecânicas — como resistência e ductilidade — são consistentes em todo o componente, sem os pontos fracos comuns em peças prensadas uniaxialmente.
Complexidade de Forma Incomparável
Como a CIP usa um molde flexível, ela pode produzir peças com geometrias complexas, rebaixos (undercuts) e longas relações de aspecto (por exemplo, tubos longos e finos) que são impossíveis para matrizes rígidas uni-axiais.
Isso abre possibilidades de design para componentes que, de outra forma, exigiriam usinagem pós-processual significativa ou seriam fabricados a partir de múltiplas peças unidas.
Distorção Reduzida e Encolhimento Uniforme
A densidade uniforme alcançada através da CIP garante que a peça encolha de forma previsível e uniforme durante o estágio final de sinterização (queima).
Isso reduz drasticamente o risco de empenamento, rachaduras ou distorção que podem ocorrer quando uma peça com gradientes de densidade é aquecida. O resultado é maior precisão dimensional e taxas de sucata menores.
Resistência do Corpo Verde Aprimorada e Usinabilidade
As peças formadas por CIP têm uma resistência do corpo verde maior, o que significa que o compacto não sinterizado é robusto o suficiente para ser manuseado, movido e até mesmo usinado antes da sinterização.
Essa capacidade de realizar "usinagem em verde" permite a criação de detalhes finos como roscas ou furos em um material mais macio e fácil de usinar, economizando tempo e desgaste de ferramentas significativos em comparação com a usinagem da peça final endurecida.
Entendendo as Trocas (Trade-offs)
Embora a CIP ofereça vantagens claras na qualidade e complexidade das peças, nem sempre é a melhor escolha. O processo correto depende de seus objetivos de produção específicos.
Prensagem Uniaxial: Velocidade e Simplicidade
Para produção em alto volume de formas simples, como discos, tabletes ou cilindros básicos, a prensagem uniaxial é frequentemente mais rápida e econômica.
O processo é facilmente automatizado, os tempos de ciclo são muito curtos e as ferramentas rígidas são extremamente duráveis, tornando-o ideal para fabricação em massa onde a uniformidade final não é a principal preocupação.
Prensagem Isostática a Frio: Versatilidade a um Custo
A CIP é tipicamente um processo em batelada com tempos de ciclo mais longos do que a prensagem uniaxial automatizada. Os moldes flexíveis também podem ter uma vida útil mais curta do que as matrizes de aço endurecido, potencialmente aumentando os custos de ferramental.
O valor da CIP reside em sua capacidade de produzir peças que não podem ser feitas de outra forma ou de alcançar uma uniformidade de propriedades que justifique o tempo de processamento e custo por peça potencialmente mais altos.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método de prensagem correto exige equilibrar a necessidade de complexidade geométrica e perfeição do material em relação ao volume de produção e custo.
- Se seu foco principal é a produção em alto volume de formas simples: A prensagem em matriz uniaxial é quase sempre a escolha mais econômica e rápida.
- Se seu foco principal é criar componentes complexos com propriedades uniformes: A CIP é a tecnologia superior, oferecendo homogeneidade e liberdade de design que a prensagem uniaxial não consegue igualar.
- Se seu foco principal é minimizar defeitos pós-processamento, como rachaduras ou empenamento: A CIP oferece uma vantagem significativa devido à sua densidade uniforme e encolhimento previsível durante a sinterização.
- Se seu foco principal é prototipagem ou produção de componentes grandes: A moldagem flexível e a escalabilidade da CIP a tornam uma excelente escolha tanto para P&D quanto para a fabricação de peças em grande escala.
Em última análise, a escolha da CIP é uma decisão estratégica para priorizar a integridade do material e a capacidade geométrica em detrimento da velocidade de produção bruta dos métodos mais simples.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem em Matriz Uniaxial |
|---|---|---|
| Aplicação da Pressão | Uniforme de todas as direções | Eixo vertical único |
| Uniformidade da Densidade | Alta e consistente | Propensa a gradientes |
| Complexidade da Forma | Alta (rebaixos, tubos longos) | Limitada a formas simples |
| Resistência do Corpo Verde | Alta, permite usinagem em verde | Mais baixa |
| Encolhimento na Sinterização | Uniforme, reduz defeitos | Pode causar empenamento/rachaduras |
| Ideal Para | Peças complexas, alta uniformidade | Alto volume, formas simples |
Precisa produzir materiais avançados com densidade uniforme e geometrias complexas? A KINTEK é especializada em prensas de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às suas necessidades laboratoriais. Nossas soluções ajudam você a alcançar qualidade superior da peça, reduzir defeitos e aumentar a eficiência. Contate-nos hoje para discutir como nossa tecnologia CIP pode beneficiar seus projetos!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade









