O processo de prensagem isostática a frio de sacos húmidos (CIP) funciona pegando num molde flexível, selado e cheio de pó e submergindo-o completamente num recipiente de pressão cheio de líquido.Uma bomba externa pressuriza então o líquido, que transmite essa pressão uniformemente a todas as superfícies do molde.Esta compressão uniforme e global compacta o pó solto numa peça sólida e de alta densidade, conhecida como compacto "verde".
O princípio central do CIP de saco húmido é a utilização da imersão direta do fluido para aplicar uma pressão perfeitamente uniforme.Isto torna-o um processo mais lento e deliberado do que outros métodos, mas é incomparável para criar peças grandes, complexas ou protótipos com densidade e integridade estrutural superiores.

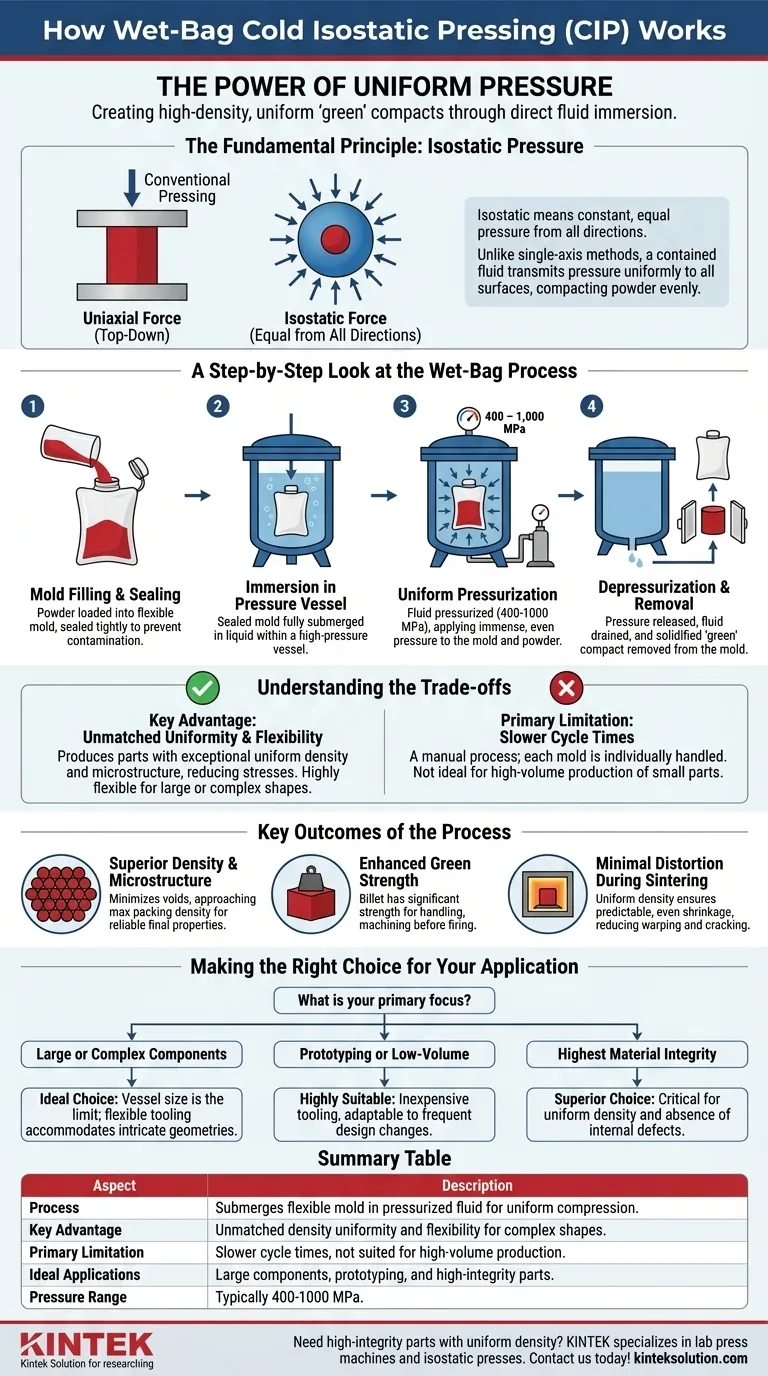
O Princípio Fundamental: Pressão Isostática
O que significa \"Isostática\"Significa
O termo isostático refere-se a um estado de pressão constante e igual em todas as direcções.
Ao contrário da prensagem convencional que aplica força ao longo de um único eixo (de cima para baixo), a prensagem isostática utiliza um meio líquido - normalmente água ou óleo - para transmitir a pressão.Uma vez que um fluido contido exerce uma pressão igual em todas as superfícies em que toca, o molde cheio de pó é espremido uniformemente a partir de todos os ângulos.
O objetivo: Do pó solto a um lingote sólido
O principal objetivo do CIP é transformar um pó solto numa massa sólida e homogénea, frequentemente designada por tarugo ou parte verde .
Esta peça compactada tem \"força verde\" suficiente para ser manuseada, maquinada ou movida para o passo de fabrico seguinte, que normalmente é a sinterização (queima num forno) para criar o componente final, totalmente denso.
Um olhar passo a passo sobre o processo Wet-Bag
O nome \"saco húmido\" vem do facto de as ferramentas (o molde flexível ou \"saco\") ficarem molhadas ao serem diretamente imersas no fluido sob pressão.
Passo 1: Enchimento e selagem do molde
Em primeiro lugar, o material em pó é cuidadosamente colocado num molde flexível, que é normalmente feito de um elastómero como a borracha ou o poliuretano.Este molde define a forma final do componente.O molde é então hermeticamente fechado para evitar que o fluido de pressão contamine o pó.
Passo 2: Imersão no recipiente sob pressão
O molde selado e cheio é colocado dentro de um recipiente de alta pressão.O recipiente é então enchido com o fluido de trabalho, submergindo completamente o molde.
Etapa 3: Pressurização uniforme
Uma bomba externa de alta pressão aumenta a pressão do fluido no interior do recipiente, muitas vezes para níveis entre 400 e 1.000 MPa.Esta enorme pressão é aplicada uniformemente em toda a superfície externa do molde flexível.O molde transmite esta pressão diretamente para o pó no seu interior, comprimindo-o e eliminando os espaços vazios e as bolsas de ar.
Passo 4: Despressurização e remoção
Uma vez atingida a densidade desejada, a pressão é libertada e o fluido de trabalho é drenado.O molde contendo a peça recém solidificada é então removido do recipiente.Após a abertura, a parte verde compactada é extraída, pronta para o processamento subsequente.
Compreender as vantagens e desvantagens do CIP de sacos húmidos
Nenhum processo de fabrico está isento de compromissos.Compreender as vantagens e desvantagens do CIP com saco húmido é fundamental para determinar se é a escolha certa para a sua aplicação.
A principal vantagem:Uniformidade e flexibilidade inigualáveis
Uma vez que a pressão é aplicada de todos os lados, a peça resultante tem uma densidade e microestrutura excecionalmente uniformes .Isto reduz significativamente as tensões internas e o risco de deformação ou fissuração durante a cozedura.O processo também é altamente flexível, capaz de produzir componentes muito grandes ou com formas complexas que são difíceis ou impossíveis com outros métodos.
A principal limitação:Tempos de ciclo mais lentos
O processo de sacos húmidos é inerentemente manual.Cada molde tem de ser individualmente enchido, selado, carregado no recipiente, descarregado e aberto.Isto torna os tempos de ciclo muito mais longos em comparação com processos automatizados como o CIP de saco seco ou a prensagem uniaxial.Por conseguinte, não é ideal para a produção de grandes volumes de peças pequenas e simples.
Principais resultados do processo
A natureza única do CIP de saco húmido produz vantagens distintas no produto final.
Densidade e microestrutura superiores
Ao eliminar os vazios de forma mais eficaz do que a prensagem de eixo único, a CIP produz peças verdes que estão próximas da densidade máxima de empacotamento do pó.Esta uniformidade é fundamental para obter propriedades previsíveis e fiáveis no material sinterizado final.
Resistência verde melhorada
O lingote compactado é uma massa sólida com uma resistência significativa antes de ser queimado.Isto permite-lhe ser manuseado, transportado e até ser submetido a maquinação ligeira sem se partir ou esfarelar.
Distorção mínima durante a sinterização
Uma vez que a densidade é uniforme em toda a peça, esta encolhe de forma previsível e uniforme durante a fase final de sinterização.Isto minimiza a distorção, a deformação e a fissuração comuns em peças compactadas de forma menos uniforme.
Fazer a escolha certa para a sua aplicação
Utilize as seguintes diretrizes para determinar se o CIP de saco húmido está de acordo com os objectivos do seu projeto.
- Se o seu foco principal é produzir componentes grandes ou complexos: A CIP com saco húmido é ideal, uma vez que o tamanho do recipiente é a principal limitação e as ferramentas flexíveis podem acomodar geometrias complexas.
- Se o seu foco principal é a prototipagem ou a produção de baixo volume: Este método é muito adequado porque as ferramentas são relativamente baratas e o processo é adaptável a alterações frequentes no projeto.
- Se o seu principal objetivo é obter a maior integridade possível do material: A CIP com saco húmido é a escolha superior para aplicações críticas em que a densidade uniforme e a ausência de defeitos internos não são negociáveis.
Ao compreender os seus princípios e compensações, pode aproveitar o CIP de saco húmido para produzir componentes de elevada integridade que são impossíveis de criar com outros métodos de compactação.
Tabela de resumo:
| Aspeto | Descrição |
|---|---|
| Processo | Submerge o molde flexível num fluido pressurizado para uma compressão uniforme |
| Vantagem chave | Uniformidade de densidade inigualável e flexibilidade para formas complexas |
| Limitação principal | Tempos de ciclo mais lentos, não adequados para produção de grandes volumes |
| Aplicações ideais | Componentes de grandes dimensões, prototipagem e peças de elevada integridade |
| Gama de pressão | Normalmente 400-1000 MPa |
Precisa de peças de alta integridade com densidade uniforme? A KINTEK é especializada em prensas de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, adaptadas às necessidades do laboratório.As nossas soluções garantem uma compactação superior para componentes grandes, complexos ou protótipos. Contacte-nos hoje para saber como a nossa experiência pode melhorar o seu processo de fabrico!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Por que as altas taxas de pressurização são importantes nos sistemas CIP automatizados? Alcançar densidade superior do material
- Quais são as vantagens de processo do uso da Prensagem Isostática a Frio (CIP) para LSMO? Alcançar Densidade Livre de Defeitos
- Que tipos de equipamento estão disponíveis para a prensagem isostática a frio?Explore as soluções CIP para laboratórios e produção
- Como uma Prensa Isostática a Frio (CIP) facilita a preparação de corpos verdes de carboneto de silício (SiC) dopados com CaO?
- Por que uma Prensa Isostática a Frio (CIP) é Necessária Após Prensagem Uniaxial? Alcançando Transparência em Cerâmicas de Nd:Y2O3





