Em resumo, a prensagem isostática é compatível com uma vasta gama de materiais, incluindo a maioria dos metais, cerâmicas, compósitos e até alguns polímeros. É particularmente eficaz para qualquer material que possa ser processado em forma de pó, tornando-a uma solução versátil para criar componentes simples e altamente complexos com densidade excecionalmente uniforme.
A adequação da prensagem isostática é definida menos por uma classe específica de material e mais por dois fatores: a disponibilidade do material em forma de pó e o objetivo de fabricação de criar um componente sólido e de densidade uniforme a partir desse pó.

Por Que Este Processo É Tão Versátil
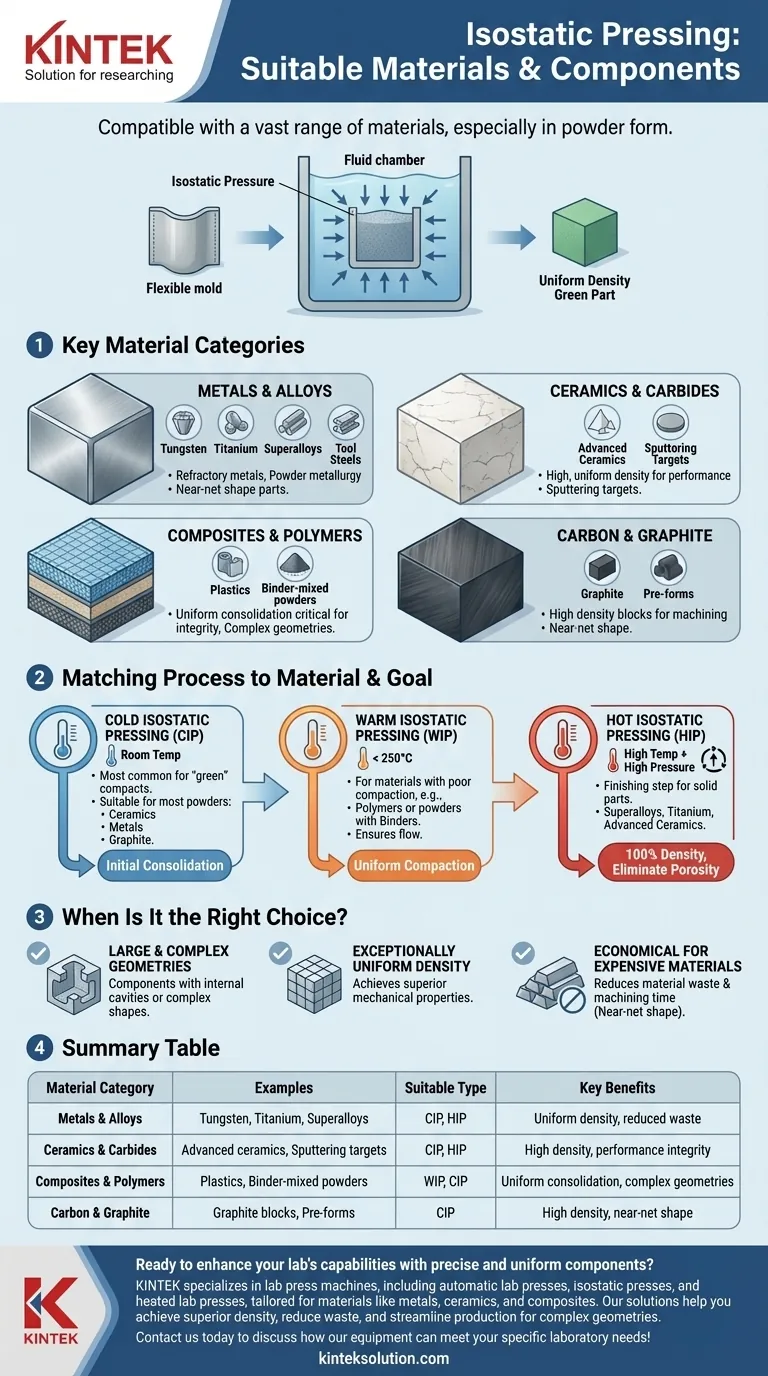
A prensagem isostática funciona colocando um material, tipicamente um pó, num molde flexível e mergulhando-o num fluido. Este fluido é então pressurizado, exercendo uma força igual sobre o material a partir de todas as direções. Este princípio fundamental explica por que funciona para tantos materiais diferentes.
O Princípio Central: Compactação de Pós
O processo é concebido para compactar pós numa peça "verde" sólida. Este componente inicial tem resistência suficiente para ser manuseado antes de uma etapa final de adensamento, como a sinterização ou a prensagem isostática a quente.
Como a pressão é aplicada uniformemente (isostaticamente), evita os gradientes de densidade e as tensões internas comuns na prensagem uniaxial tradicional, onde a pressão provém de apenas uma ou duas direções.
Categorias Chave de Materiais
Este método é ideal para materiais que são difíceis ou caros de processar utilizando outros meios.
- Metais e Ligas: Isto inclui metais refratários como tungsténio e molibdénio, superligas, titânio, aços para ferramentas e aços inoxidáveis. É um pilar da metalurgia do pó para criar peças com forma próxima da final.
- Cerâmicas e Carbonetos: Muitas cerâmicas avançadas, carbonetos e alvos de pulverização catódica são formados usando prensagem isostática para alcançar a alta densidade uniforme necessária para o desempenho.
- Compósitos e Polímeros: Tanto compósitos como certos plásticos podem ser processados, especialmente quando a consolidação uniforme é fundamental para a integridade do componente final.
- Carbono e Grafite: Estes materiais são frequentemente compactados através de prensagem isostática para criar blocos ou pré-formas para usinagem subsequente.
Adaptar o Processo ao Material
O termo "prensagem isostática" abrange uma família de processos. O material específico frequentemente dita qual deles é o mais apropriado.
Prensagem Isostática a Frio (CIP)
A CIP é realizada à temperatura ambiente e é o método mais comum para criar um compactado "verde". É adequada para a maioria dos materiais em pó, incluindo cerâmicas, metais em pó, grafite e alguns plásticos. O objetivo é a consolidação inicial antes de uma etapa final de aquecimento.
Prensagem Isostática a Quente (WIP)
A WIP é utilizada para materiais que apresentam más características de compactação à temperatura ambiente. Isto inclui frequentemente polímeros ou pós metálicos misturados com aglutinantes poliméricos que requerem uma temperatura específica e elevada (tipicamente abaixo de 250°C) para fluir e consolidar adequadamente.
Prensagem Isostática a Quente (HIP)
A HIP aplica simultaneamente alta pressão e alta temperatura. Não é tipicamente usada em pós soltos, mas sim para eliminar qualquer porosidade interna remanescente em peças já sólidas. É uma etapa de acabamento para componentes críticos feitos de superligas, titânio e cerâmicas avançadas para alcançar 100% de densidade e propriedades mecânicas superiores.
Compreender as Compensações
A prensagem isostática é uma ferramenta poderosa, mas não é uma solução universal. Compreender as suas aplicações e limitações ideais é fundamental para a utilizar eficazmente.
Quando É a Escolha Certa?
Este processo destaca-se ao produzir componentes que são grandes, têm geometrias complexas (como cavidades internas) ou requerem densidade excecionalmente uniforme.
É também altamente económico para materiais caros como titânio ou superligas. Ao criar uma peça de forma próxima da final que está muito próxima das dimensões finais, reduz drasticamente o desperdício de material e o tempo dispendioso de usinagem.
Limitações Comuns
A principal limitação é que o material de partida deve, em geral, estar em forma de pó. As ferramentas flexíveis também podem ser uma consideração, uma vez que os moldes têm uma vida útil finita e são menos duráveis do que os moldes de aço utilizados na prensagem tradicional. Para peças simples e de alto volume onde pequenas variações de densidade são aceitáveis, outros métodos podem ser mais rápidos e económicos.
Fazer a Escolha Certa Para a Sua Aplicação
A sua escolha de processo depende diretamente do seu material e objetivo final.
- Se o seu foco principal é criar uma peça "verde" de alta densidade para posterior sinterização: Utilize a Prensagem Isostática a Frio (CIP) com cerâmicas em pó, metais padrão ou grafite.
- Se o seu foco principal é processar pós misturados com aglutinantes sensíveis à temperatura: Utilize a Prensagem Isostática a Quente (WIP) para garantir que o aglutinante flui corretamente para uma compactação uniforme.
- Se o seu foco principal é atingir a densidade máxima e eliminar toda a porosidade num componente crítico: Utilize a Prensagem Isostática a Quente (HIP) como etapa final numa peça pré-formada ou fundida feita de uma superliga, titânio ou cerâmica técnica.
Em última análise, a prensagem isostática permite-lhe criar componentes de alta integridade a partir de uma vasta gama de materiais avançados que são difíceis de formar de outra forma.
Tabela de Resumo:
| Categoria de Material | Exemplos | Tipo de Prensagem Isostática Adequado | Benefícios Principais |
|---|---|---|---|
| Metais e Ligas | Tungsténio, Titânio, Superligas | CIP, HIP | Densidade uniforme, desperdício reduzido |
| Cerâmicas e Carbonetos | Cerâmicas avançadas, Alvos de pulverização catódica | CIP, HIP | Alta densidade, integridade do desempenho |
| Compósitos e Polímeros | Plásticos, Pós misturados com aglutinantes | WIP, CIP | Consolidação uniforme, geometrias complexas |
| Carbono e Grafite | Blocos de grafite, Pré-formas | CIP | Alta densidade, forma próxima da final |
Pronto para melhorar as capacidades do seu laboratório com componentes precisos e uniformes? A KINTEK especializa-se em máquinas de prensagem de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, adaptadas para materiais como metais, cerâmicas e compósitos. As nossas soluções ajudam-no a alcançar densidade superior, reduzir o desperdício e otimizar a produção de geometrias complexas. Contacte-nos hoje para discutir como o nosso equipamento pode satisfazer as suas necessidades laboratoriais específicas!
Guia Visual
Produtos relacionados
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
As pessoas também perguntam
- Qual é a função principal de uma prensa isostática de laboratório na síntese de materiais de nitreto? Alcançar Alta Densidade
- Como as prensas de laboratório resolvem o aumento da impedância em baterias de estado sólido? Alcance Interfaces de Baixa Resistência
- Por que a Prensagem Isostática é Necessária Após a Prensagem Uniaxial? Alcançar Densidade Uniforme em Ferritas de MnZn Dopadas com Ga
- Por que o controle preciso de manutenção e liberação de pressão em prensas isostáticas de laboratório é crítico? Maximize a Integridade dos Alimentos
- Qual é a função de uma prensa de laboratório isostática na pesquisa de armazenamento de energia? Alcançar padronização superior de materiais



















