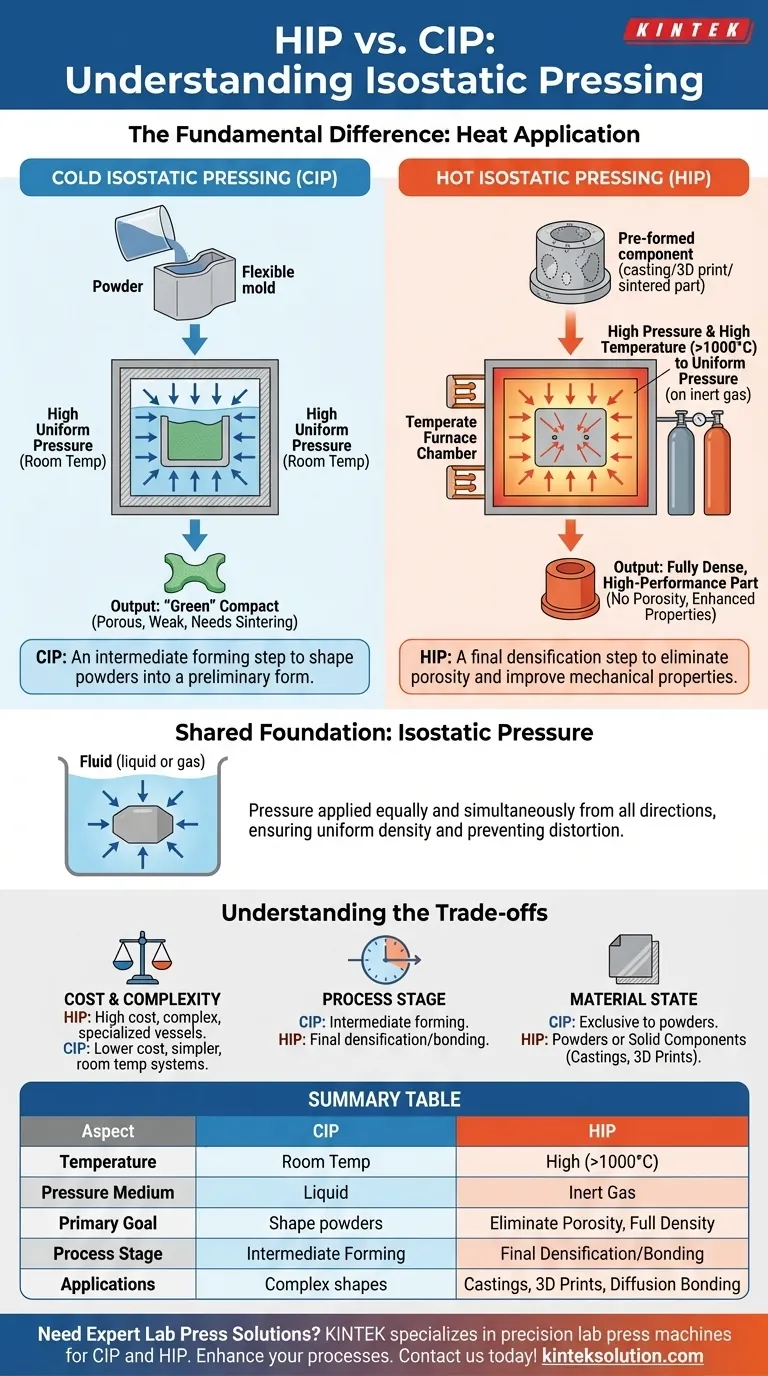
A diferença fundamental entre a Prensagem Isostática a Quente (HIP) e a Prensagem Isostática a Frio (CIP) reside na aplicação de calor. A CIP utiliza apenas alta pressão uniforme à temperatura ambiente para compactar pós numa forma preliminar, enquanto a HIP aplica simultaneamente alta pressão e alta temperatura para atingir a densidade total e melhorar as propriedades finais de um componente.
Embora ambos os processos utilizem pressão uniforme para moldar materiais, eles servem a propósitos totalmente diferentes. A CIP é uma etapa de formação usada para criar uma peça "verde" frágil a partir de pó, enquanto a HIP é uma etapa de acabamento usada para eliminar a porosidade interna e criar um produto final totalmente denso e de alto desempenho.
O Papel da Pressão: A Base Compartilhada
Tanto a HIP quanto a CIP dependem do princípio da pressão isostática. Isso significa que a pressão é aplicada igualmente e simultaneamente de todas as direções.
Como Funciona a Pressão Isostática
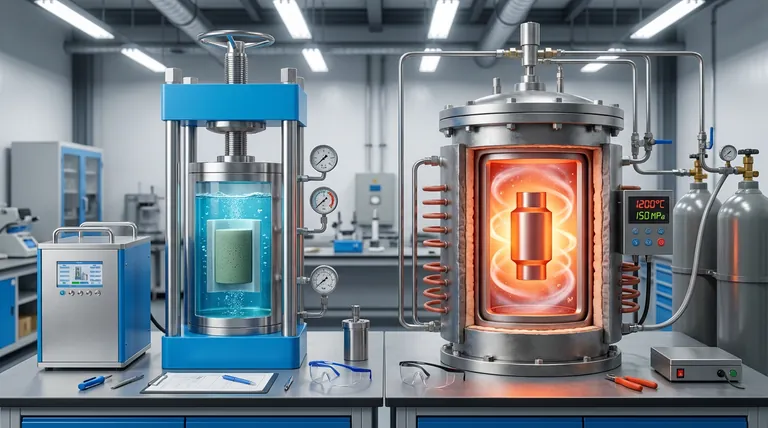
Imagine um objeto submerso no fundo do oceano; a pressão da água age sobre ele uniformemente de todos os ângulos. A prensagem isostática replica esse efeito, mas usa um fluido controlado — um líquido para CIP, um gás inerte como argônio para HIP — para compactar uma peça sem distorção.
O Objetivo: Densidade Uniforme
Essa pressão uniforme garante que o material se compacte uniformemente, prevenindo empenamentos, rachaduras e variações de densidade comuns em métodos de prensagem unidirecionais. O resultado é um componente com propriedades altamente consistentes em toda a sua estrutura.
Prensagem Isostática a Frio (CIP): Moldando a Peça "Verde"
A CIP é fundamentalmente um processo de consolidação de pó que ocorre à temperatura ambiente. É uma etapa intermediária em um fluxo de trabalho de fabricação maior.
O Processo à Temperatura Ambiente
Na CIP, um pó é colocado em um molde flexível e estanque ou saco, tipicamente feito de um elastômero como poliuretano ou borracha. Este molde selado é então submerso em uma câmara de líquido de alta pressão, compactando o pó em uma massa sólida que reflete a forma do molde.
O Resultado: Um Compacto "Verde"
A peça resultante é chamada de compacto "verde". Ele tem integridade estrutural suficiente para ser manuseado, mas ainda é poroso e mecanicamente fraco. Requer um processo de alta temperatura subsequente, como sinterização ou HIP, para atingir sua força e densidade finais.
Aplicações Primárias da CIP
A CIP é excelente para produzir formas complexas a partir de pós cerâmicos ou metálicos. Sua capacidade de criar densidade uniforme no estado verde a torna um método preferido para preparar componentes para sinterização final.
Prensagem Isostática a Quente (HIP): Atingindo Densidade e Desempenho Finais
A HIP é um processo de tratamento térmico usado para melhorar as propriedades mecânicas dos materiais. É frequentemente a etapa final de fabricação para componentes críticos.
Combinando Calor e Pressão
Ao aplicar tanto pressão extrema quanto altas temperaturas (frequentemente excedendo 1.000°C), a HIP fecha vazios internos dentro de um material. O calor diminui a resistência ao escoamento do material, permitindo que a alta pressão cause deformação plástica e fluência, efetivamente fechando poros microscópicos.
O Objetivo: Eliminar a Porosidade
A HIP é incomparável em sua capacidade de eliminar a porosidade de fundições, peças metálicas impressas em 3D e componentes sinterizados. Este processo cura defeitos internos, resultando em um material totalmente denso com vida útil à fadiga, ductilidade e tenacidade à fratura dramaticamente melhoradas.
Além da Densidade: Ligação por Difusão
As altas temperaturas e pressões na HIP também facilitam a ligação por difusão em estado sólido. Isso permite a união de dois ou mais materiais dissimilares em nível atômico sem derretê-los, criando uma ligação tão forte quanto os próprios materiais originais.
Entendendo as Compensações
A escolha entre CIP e HIP requer a compreensão de seus papéis distintos, custos e capacidades no ciclo de vida de fabricação.
Custo e Complexidade
A HIP é um processo significativamente mais caro e complexo que a CIP. Os vasos de pressão especializados capazes de conter gás de alta temperatura são um grande investimento de capital. Os sistemas CIP, operando à temperatura ambiente com líquidos, são comparativamente mais simples e menos dispendiosos.
Etapa do Processo
Esta é a distinção mais crítica. A CIP é um processo de formação intermediário usado para criar uma forma. A HIP é um processo de densificação final ou quase final usado para aperfeiçoar uma peça que já foi formada (por exemplo, por fundição, impressão 3D ou CIP e sinterização).
Estado e Aplicação do Material
A CIP atua exclusivamente em pós. Em contraste, a HIP pode ser aplicada a pós (HIP encapsulada), mas é mais comumente usada para melhorar componentes sólidos que já estão próximos de sua forma final, mas contêm defeitos internos.
Escolhendo o Processo Certo para o Seu Objetivo
Sua escolha é ditada por se você está formando uma peça do zero ou aperfeiçoando uma existente.
- Se o seu foco principal é criar uma forma uniforme e pré-sinterizada a partir de pó: Use CIP para formar um compacto "verde" de alta qualidade com densidade consistente.
- Se o seu foco principal é atingir a densidade máxima e eliminar defeitos internos em uma peça final: Use HIP para curar a porosidade em fundições, impressões 3D ou componentes sinterizados, melhorando dramaticamente o desempenho mecânico.
- Se o seu foco principal é ligar materiais dissimilares sem derretimento: Use HIP para obter uma poderosa ligação por difusão em estado sólido para componentes complexos e multimateriais.
Em última análise, esses processos não são concorrentes, mas sim ferramentas complementares usadas em diferentes estágios para alcançar um produto final superior.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura (ex: >1.000°C) |
| Meio de Pressão | Líquido | Gás inerte (ex: argônio) |
| Objetivo Primário | Moldar pós em compactos 'verdes' | Eliminar porosidade, atingir densidade total |
| Etapa do Processo | Formação intermediária | Densificação final ou ligação |
| Aplicações | Formas complexas de pós | Fundições, impressões 3D, ligação por difusão |
Precisa de soluções especializadas em prensas de laboratório? A KINTEK é especializada em máquinas de prensagem para laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às necessidades exclusivas do seu laboratório. Quer você esteja moldando pós com CIP ou atingindo densidade total com HIP, nossos equipamentos garantem precisão, eficiência e confiabilidade. Entre em contato conosco hoje para discutir como podemos aprimorar seus processos e oferecer resultados superiores —entre em contato agora!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Como os materiais de volume sacrificial (SVM) mantêm microcanais na prensagem isostática? Garanta a integridade estrutural
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP
- Qual é a função da pressão hidráulica na prensagem isostática a quente? Alcançar Densidade Uniforme do Material
- Quais são as vantagens de usar uma Prensa Isostática a Quente (WIP) para baterias? Alcançar Contato de Interface Superior
- Qual é a importância do controle de temperatura na Prensagem Isostática a Quente? Desbloqueie a Densificação Uniforme e a Estabilidade do Processo



















