Em essência, a prensagem isostática é um processo de fabricação que compacta pós em uma massa sólida usando pressão extremamente alta e uniforme. Os métodos primários são definidos pela temperatura na qual esse processo ocorre: Prensagem Isostática a Frio (CIP), Prensagem Isostática a Quente (WIP) e Prensagem Isostática a Quente (HIP). Cada técnica é escolhida com base no material específico que está sendo processado e na densidade e propriedades finais desejadas do componente.
A principal diferença entre os métodos de prensagem isostática não é a pressão, mas a temperatura. Embora todos os tipos usem pressão uniforme para eliminar vazios, a adição de calor é o que permite a fusão final das partículas do material em um sólido totalmente denso e de alto desempenho.

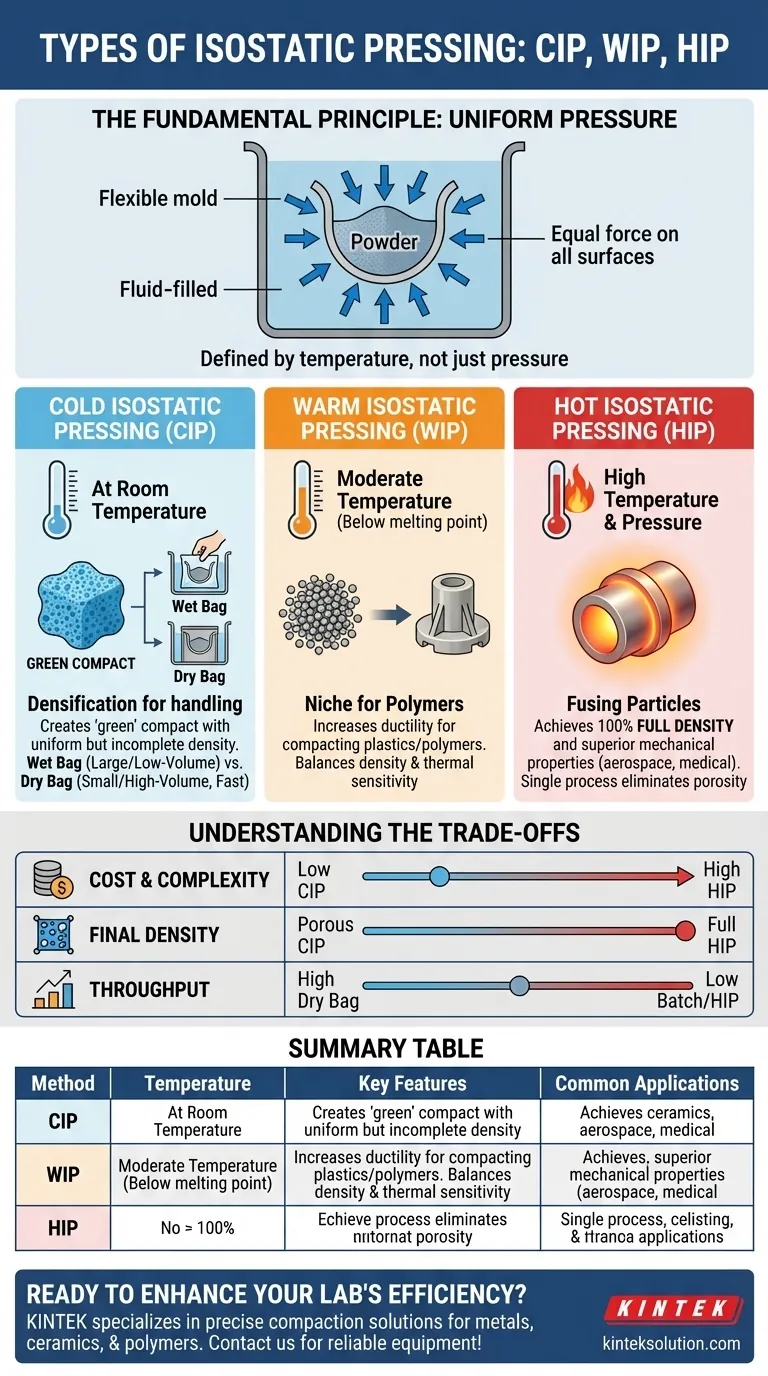
O Princípio Fundamental: Pressão Uniforme
A prensagem isostática é uma técnica de metalurgia do pó projetada para resolver um problema simples: a prensagem tradicional com uma matriz aplica força apenas em uma direção, levando a uma densidade não uniforme.
Como Consegue a Uniformidade
O pó a ser compactado é primeiramente selado em um molde ou recipiente flexível e deformável. Este recipiente é então submerso em um fluido — tipicamente óleo ou água para prensagem a frio, e um gás inerte como argônio para prensagem a quente.
Quando o fluido é pressurizado, ele exerce força igual em cada superfície do molde simultaneamente. Essa pressão uniforme colapsa o molde para dentro, compactando o pó uniformemente de todas as direções e reduzindo drasticamente a porosidade interna.
Os Métodos Principais de Prensagem Isostática
A aplicação de temperatura durante este processo define os três métodos distintos, cada um com capacidades e aplicações únicas.
Prensagem Isostática a Frio (CIP): Densificação à Temperatura Ambiente
A Prensagem Isostática a Frio (CIP) é realizada à temperatura ambiente ou próximo a ela. Seu objetivo principal é compactar um pó em uma forma sólida com resistência suficiente para manuseio e processamento posterior.
Esta peça inicial, não sinterizada, é conhecida como um compactado "verde". Embora tenha densidade uniforme, ainda contém porosidade significativa e carece da resistência final de um componente totalmente processado.
O próprio CIP é dividido em dois subtipos:
- Saco Úmido: O molde selado é submerso manualmente no fluido do vaso de pressão, tornando-o ideal para peças grandes ou produção de baixo volume.
- Saco Seco: O molde é integrado ao vaso de pressão, permitindo ciclos mais rápidos e automatizados, bem adequados para fabricação de alto volume de peças menores.
Prensagem Isostática a Quente (WIP): Um Nicho para Polímeros
A Prensagem Isostática a Quente (WIP) opera a uma temperatura moderada, tipicamente abaixo do ponto de fusão do material, mas alta o suficiente para aumentar sua ductilidade.
Este método é mais frequentemente usado para compactar polímeros, plásticos e outros materiais que não podem suportar as temperaturas extremas do HIP, mas se beneficiam de algum amolecimento térmico durante a compactação.
Prensagem Isostática a Quente (HIP): Fusão de Partículas com Calor e Pressão
A Prensagem Isostática a Quente (HIP) é o mais poderoso dos três métodos. Aplica pressão extrema e alta temperatura simultaneamente, muitas vezes em um único ciclo.
A combinação de calor e pressão permite que as partículas do material se deformem, difundam e se liguem em nível atômico. Este processo pode eliminar praticamente toda a porosidade interna, resultando em um componente 100% denso com propriedades mecânicas muitas vezes superiores às produzidas por fundição ou forjamento. O HIP é essencial para metais de alto desempenho, ligas e cerâmicas avançadas usadas em aplicações aeroespaciais e implantes médicos.
Entendendo as Compensações
Escolher o método certo requer uma compreensão clara das compensações entre custo, complexidade do processo e as propriedades finais do material que você precisa alcançar.
Custo e Complexidade do Equipamento
Os sistemas CIP são os mais simples e menos caros. Os sistemas HIP são muito mais complexos e custosos devido à necessidade de gerenciar com segurança pressões e temperaturas extremas, muitas vezes exigindo fornos especializados e manuseio de gás inerte. O WIP se situa entre eles.
Densidade Final e Propriedades do Material
O CIP produz um compactado verde com densidade uniforme, mas incompleta. Para atingir a resistência total, uma etapa separada de sinterização a alta temperatura é quase sempre necessária.
O HIP é único em sua capacidade de produzir uma peça totalmente densa em um único processo. Isso elimina a porosidade residual, que é um ponto comum de falha, levando a uma vida útil superior à fadiga, ductilidade e resistência geral.
Rendimento e Tempo de Ciclo
O CIP de Saco Seco é um processo muito rápido e automatizado, capaz de alto rendimento para componentes menores. O CIP de Saco Úmido é mais lento e exige mais mão de obra.
O HIP é fundamentalmente um processo em batelada com longos tempos de ciclo — muitas vezes várias horas — devido ao tempo necessário para aquecer e resfriar o vaso. Isso o torna menos adequado para fabricação de alto volume e baixo custo.
Seleção do Método Correto de Prensagem Isostática
Sua escolha depende inteiramente do seu objetivo final, do seu material e do seu orçamento.
- Se seu foco principal é criar um compactado de pó uniforme para sinterização ou usinagem subsequente: Use a Prensagem Isostática a Frio (CIP) por sua relação custo-benefício e capacidade de produzir uma peça verde manuseável.
- Se seu foco principal é atingir densidade máxima e propriedades mecânicas superiores em metais, ligas ou cerâmicas avançadas: Use a Prensagem Isostática a Quente (HIP) para eliminar toda a porosidade e criar um componente totalmente consolidado e de alto desempenho.
- Se seu foco principal é compactar polímeros ou outros materiais que se beneficiam de calor moderado: Use a Prensagem Isostática a Quente (WIP) como uma solução especializada que equilibra a melhoria da densidade com a sensibilidade térmica.
Em última análise, a correspondência do processo com o material e as características de desempenho desejadas é a chave para alavancar com sucesso esta poderosa tecnologia de fabricação.
Tabela Resumo:
| Método | Temperatura | Características Principais | Aplicações Comuns |
|---|---|---|---|
| Prensagem Isostática a Frio (CIP) | Temperatura Ambiente | Densidade uniforme, econômica, compactado verde | Metais, cerâmicas para sinterização |
| Prensagem Isostática a Quente (WIP) | Moderada (abaixo do ponto de fusão) | Maior ductilidade, calor moderado | Polímeros, plásticos |
| Prensagem Isostática a Quente (HIP) | Alta Temperatura | Densidade total, resistência superior, processo único | Ligas aeroespaciais, implantes médicos |
Pronto para aumentar a eficiência do seu laboratório com a prensa isostática certa? A KINTEK é especializada em máquinas de prensagem para laboratório, incluindo prensas automáticas para laboratório, prensas isostáticas e prensas aquecidas para laboratório, adaptadas às necessidades laboratoriais. Nossas soluções proporcionam compactação precisa, densidade de material aprimorada e desempenho superior para metais, cerâmicas e polímeros. Entre em contato conosco hoje para discutir como podemos apoiar seus projetos com equipamentos confiáveis e de alta qualidade!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
As pessoas também perguntam
- Qual é a função da pressão hidráulica na prensagem isostática a quente? Alcançar Densidade Uniforme do Material
- Qual é a importância do controle de temperatura na Prensagem Isostática a Quente? Desbloqueie a Densificação Uniforme e a Estabilidade do Processo
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP
- Qual é a função dos moldes elásticos na prensagem isostática a quente? Alcançar Densidade Uniforme em Partículas Compostas
- Por que os cátodos compósitos devem ser selados em sacos de laminação a vácuo para WIP? Garanta a Estabilidade e Densidade da Bateria



















