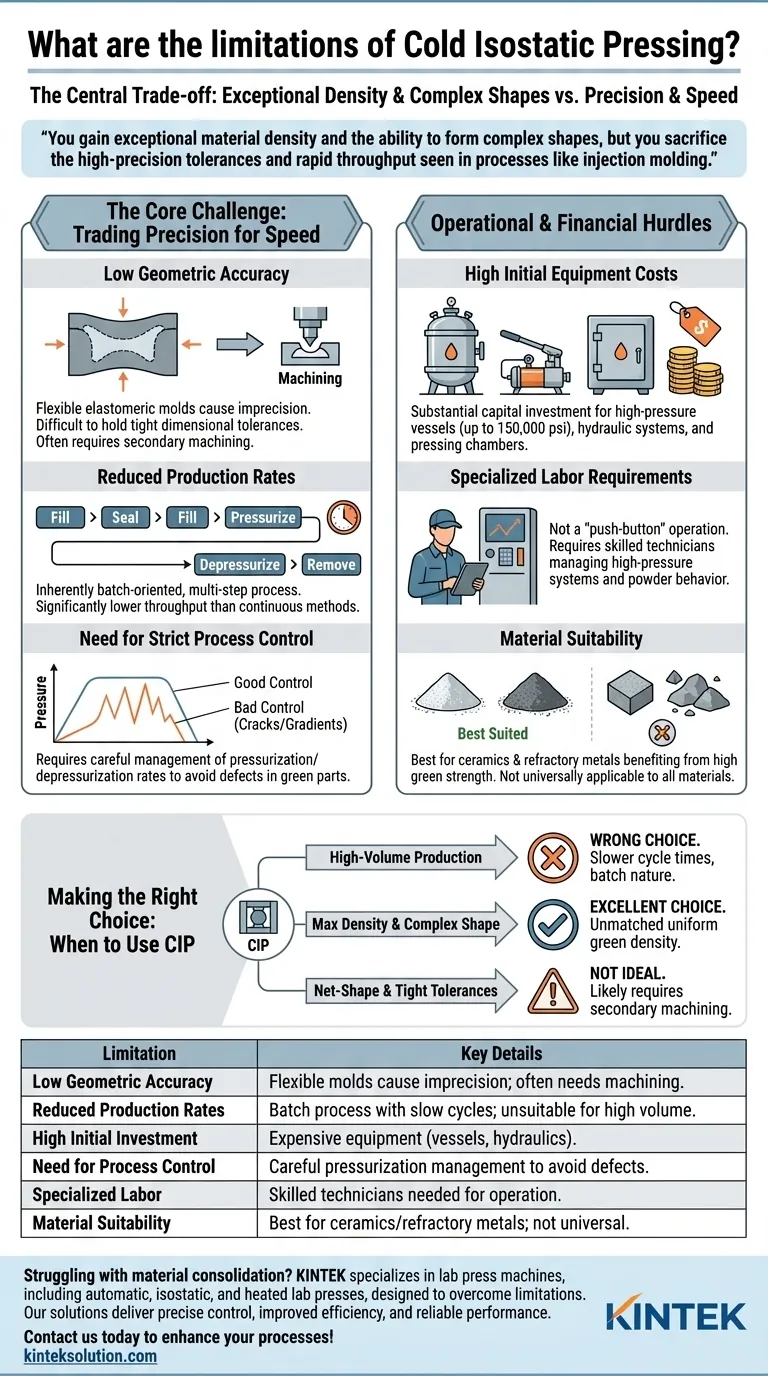
Em sua essência, as principais limitações da Prensagem Isostática a Frio (CIP) são sua precisão geométrica relativamente baixa, taxas de produção mais lentas em comparação com outros métodos e o alto investimento inicial exigido para o equipamento. Embora se destaque na criação de peças uniformemente densas, ele consegue isso em detrimento da precisão dimensional e da velocidade de fabricação.
A principal troca do CIP é clara: você obtém densidade de material excepcional e a capacidade de formar formas complexas, mas sacrifica as tolerâncias de alta precisão e o alto rendimento vistos em processos como moldagem por injeção ou compactação convencional por matriz.

O Desafio Central: Trocando Precisão por Velocidade
A Prensagem Isostática a Frio é uma ferramenta poderosa para consolidar pós, mas sua mecânica fundamental introduz restrições específicas que são críticas para entender.
Baixa Precisão Geométrica
A característica definidora do CIP — o uso de um molde flexível e elastomérico — é também uma fonte primária de sua imprecisão. O saco do molde deve ser fino e uniforme para funcionar eficazmente, mas sua flexibilidade inerente torna desafiador manter tolerâncias dimensionais apertadas.
Mesmo sob pressão perfeitamente uniforme, a forma final da peça é tão precisa quanto o molde deformável permite. Isso frequentemente exige usinagem secundária se alta precisão for um requisito final.
Taxas de Produção Reduzidas
O processo CIP é inerentemente baseado em lotes e multi-etapas. Envolve encher o molde, selá-lo, colocá-lo no vaso de pressão, executar o ciclo de pressurização e despressurização e, finalmente, remover a peça.
Em comparação com processos contínuos ou automatizados de alta velocidade, como a moldagem por injeção, o CIP tem um rendimento significativamente menor. Isso o torna menos adequado para fabricação de alto volume e baixo custo.
A Necessidade de Controle Rígido do Processo
Obter uma peça uniforme e sem defeitos não é automático. O processo requer controle cuidadoso sobre as taxas de pressurização e despressurização.
Aumentar ou diminuir a pressão muito rapidamente pode introduzir gradientes de densidade ou causar rachaduras na peça compactada, conhecida como peça "verde". Isso exige um gerenciamento de processo qualificado para garantir qualidade e consistência.
Compreendendo os Obstáculos Operacionais e Financeiros
Além da mecânica do processo, o CIP apresenta desafios práticos e econômicos significativos que podem limitar sua adoção.
Altos Custos Iniciais de Equipamento
As máquinas necessárias para o CIP representam um investimento de capital substancial. Os componentes-chave são caros para projetar e construir com segurança.
Isso inclui vasos de alta pressão projetados para conter fluidos com segurança em até 150.000 psi (1000 MPa), sistemas hidráulicos robustos para gerar essa força e as câmaras de prensagem especializadas.
Requisitos de Mão de Obra Especializada
O CIP não é uma operação simples de "apertar um botão". Requer técnicos qualificados no gerenciamento de sistemas de alta pressão e na compreensão das nuances do comportamento do pó sob compactação.
Operar o equipamento adequadamente e projetar ciclos de processo eficazes são habilidades críticas que contribuem para o custo operacional geral.
Adequação do Material
Embora versátil, o CIP não é universalmente aplicável. O processo é mais adequado para consolidar pós cerâmicos, metais refratários e outros materiais que se beneficiam da alta resistência a verde antes de uma etapa final de sinterização.
Materiais que não conseguem suportar as pressões isostáticas extremas sem mudanças indesejáveis não são candidatos adequados para este método.
Fazendo a Escolha Certa para o Seu Objetivo
Compreender essas limitações permite posicionar o CIP corretamente entre outras opções de fabricação. A decisão de usá-lo depende inteiramente do objetivo principal do seu projeto.
- Se o seu foco principal for a produção de alto volume: o CIP provavelmente é a escolha errada devido aos seus tempos de ciclo mais lentos e à natureza baseada em lotes.
- Se o seu foco principal for a densidade e resistência máximas em uma forma complexa: o CIP é uma excelente escolha, pois produz uma densidade verde uniforme inigualável por outras técnicas de prensagem.
- Se o seu foco principal for a obtenção de peças com forma final e tolerâncias apertadas: o CIP não é ideal, pois provavelmente exigirá usinagem secundária para atender aos requisitos de precisão.
Em última análise, escolher o CIP significa priorizar a consolidação uniforme do material em detrimento da velocidade de fabricação e da precisão dimensional inicial.
Tabela Resumo:
| Limitação | Detalhes Principais |
|---|---|
| Baixa Precisão Geométrica | Moldes flexíveis causam imprecisão, frequentemente exigindo usinagem secundária para tolerâncias apertadas. |
| Taxas de Produção Reduzidas | Processo em lote com ciclos lentos, inadequado para fabricação de alto volume. |
| Alto Investimento Inicial | Equipamentos caros como vasos de pressão e sistemas hidráulicos. |
| Necessidade de Controle do Processo | Requer gerenciamento cuidadoso de pressurização/despressurização para evitar defeitos. |
| Mão de Obra Especializada | Técnicos qualificados necessários para operação e projeto do processo. |
| Adequação do Material | Melhor para cerâmicas e metais refratários, nem todos os materiais são compatíveis. |
Com dificuldades na consolidação de materiais em seu laboratório? A KINTEK é especializada em máquinas de prensa de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para superar limitações como as da Prensagem Isostática a Frio. Nossas soluções oferecem controle preciso, eficiência aprimorada e desempenho confiável para as necessidades do seu laboratório. Entre em contato conosco hoje para discutir como podemos aprimorar seus processos e alcançar melhores resultados!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas









