Na indústria aeroespacial, a Prensagem Isostática a Frio (CIP) é um processo de fabricação crítico usado para formar componentes de alta confiabilidade e formato complexo a partir de materiais avançados. Essas peças são projetadas para funcionar perfeitamente sob temperaturas e pressões extremas, contribuindo diretamente para a redução das taxas de falha de componentes e um aprimoramento significativo na segurança geral das aeronaves.
O valor central do CIP na indústria aeroespacial não é apenas sua capacidade de moldar materiais difíceis, mas sua capacidade única de produzir componentes com densidade excepcionalmente uniforme. Essa uniformidade elimina vazios internos e pontos de tensão, que são as principais origens de falha em aplicações de alto desempenho.

O Problema Central que o CIP Resolve
Os sistemas aeroespaciais operam nos limites da ciência dos materiais. Componentes dentro de motores a jato, foguetes e aeronaves de alta velocidade são submetidos a forças e temperaturas que fariam com que materiais convencionais falhassem instantaneamente.
O Desafio de Ambientes Extremos
Componentes críticos devem suportar choques térmicos massivos, pressões intensas e condições corrosivas ou abrasivas extremas. Os metais tradicionais frequentemente carecem da resistência térmica ou da relação resistência-peso necessárias para essas aplicações de próxima geração.
A Dificuldade dos Materiais Avançados
Os engenheiros recorrem a cerâmicas avançadas e compósitos de matriz metálica por suas propriedades superiores. No entanto, esses materiais são frequentemente extremamente duros e frágeis, tornando-os quase impossíveis de moldar usando métodos tradicionais como forjamento ou usinagem sem introduzir microfraturas que comprometem sua integridade.
Como a Prensagem Isostática a Frio Oferece Confiabilidade
O CIP supera esses desafios formando o pó do material em uma forma sólida antes que seja totalmente endurecido. Esta etapa de pré-consolidação é a chave para produzir uma peça final livre de defeitos.
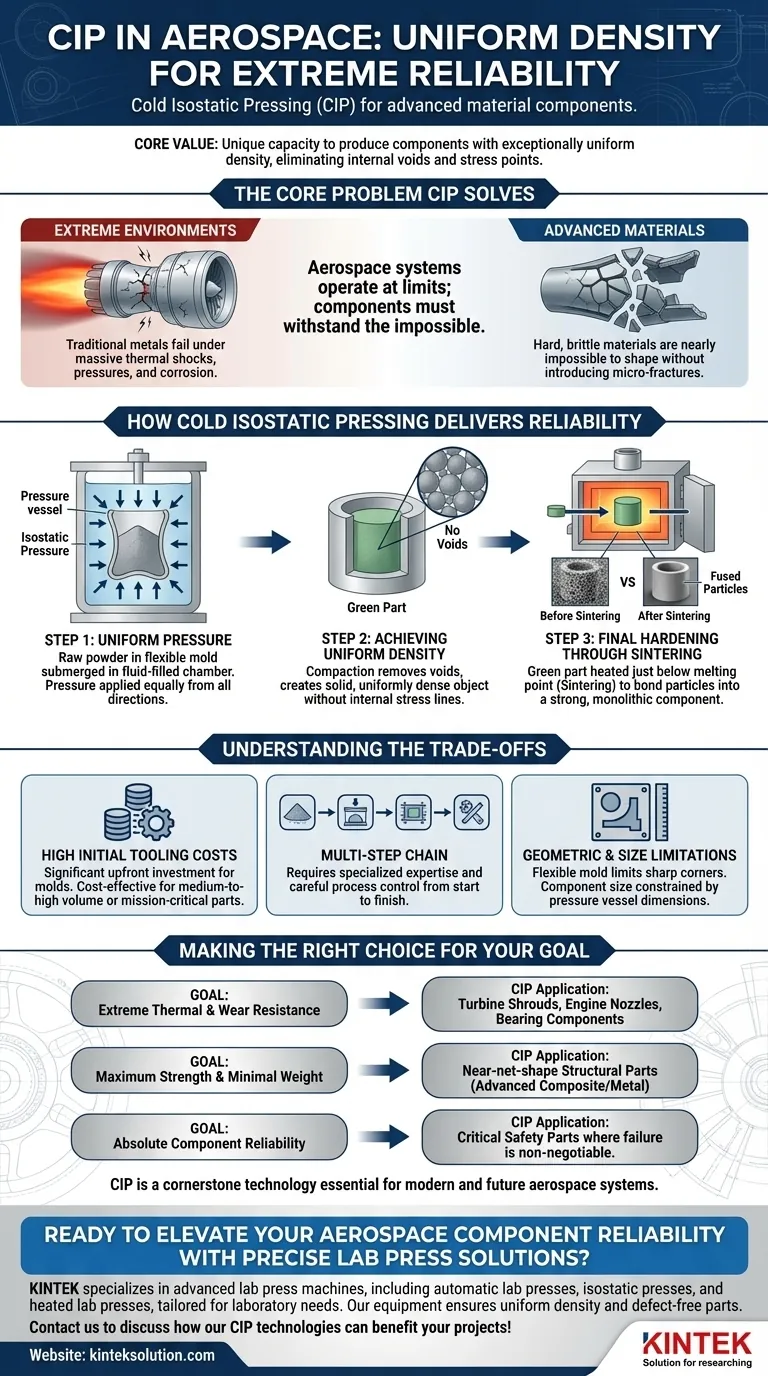
O Princípio da Pressão Uniforme
O processo começa colocando o pó do material bruto (por exemplo, cerâmica ou pó metálico) em um molde flexível e hermético. Este molde é então submerso em uma câmara de alta pressão cheia de fluido. O fluido é pressurizado, exercendo força igual (pressão isostática) no molde de todas as direções simultaneamente.
Alcançando Densidade Uniforme
Essa pressão uniforme compacta as partículas do pó, removendo sistematicamente vazios e criando um objeto sólido e uniformemente denso conhecido como "peça verde". Como a pressão é aplicada igualmente de todos os lados, não há forças de cisalhamento internas ou linhas de tensão criadas durante a compactação.
Endurecimento Final por Sinterização
A peça verde, embora sólida, ainda é frágil. Ela é cuidadosamente removida do molde e colocada em um forno de alta temperatura. Este processo secundário, chamado de sinterização, aquece a peça a uma temperatura ligeiramente abaixo do seu ponto de fusão, fazendo com que as partículas individuais se liguem e se fundam em um componente monolítico forte com suas propriedades finais desejadas.
Compreendendo as Trocas
Embora poderoso, o CIP é um processo especializado com considerações específicas. Não é uma solução universal para todas as necessidades de fabricação.
Altos Custos Iniciais de Ferramental
Projetar e fabricar os moldes flexíveis necessários para o CIP pode envolver um investimento inicial significativo. Isso torna o processo mais econômico para produções de volume médio a alto ou para peças de missão crítica, onde o custo da falha é inaceitavelmente alto.
Uma Cadeia de Fabricação Multi-Etapas
O CIP é uma etapa em um processo mais longo que inclui preparação do pó, prensagem, sinterização e, potencialmente, algum acabamento final ou usinagem. Essa complexidade requer experiência especializada e controle de processo cuidadoso do início ao fim.
Limitações Geométricas e de Tamanho
A forma final é definida pelo molde flexível, o que pode limitar cantos extremamente afiados ou características muito finas. Além disso, o tamanho do componente é limitado pelas dimensões do vaso de pressão usado para o processo CIP.
Fazendo a Escolha Certa para o Seu Objetivo
Para determinar se o CIP é a abordagem correta, considere o objetivo principal de engenharia para o seu componente.
- Se o seu foco principal é resistência térmica e ao desgaste extrema: O CIP é o método principal para criar peças cerâmicas complexas, como revestimentos de turbinas, bicos de motor ou componentes de rolamentos que devem sobreviver a calor e atrito intensos.
- Se o seu foco principal é máxima resistência com peso mínimo: O processo é ideal para consolidar pós avançados de compósitos ou metais em peças estruturais quase prontas, onde alcançar densidade uniforme é crítico para o desempenho.
- Se o seu foco principal é a confiabilidade absoluta dos componentes: A capacidade comprovada do CIP de eliminar defeitos internos que levam a falhas catastróficas o torna uma escolha essencial para qualquer peça onde segurança e confiabilidade são inegociáveis.
Em última análise, a Prensagem Isostática a Frio é uma tecnologia fundamental que permite o uso de materiais avançados essenciais para sistemas aeroespaciais modernos e futuros.
Tabela Resumo:
| Aspecto | Detalhes |
|---|---|
| Processo | A Prensagem Isostática a Frio (CIP) aplica pressão uniforme a materiais em pó em um molde flexível, seguida de sinterização para endurecimento. |
| Benefício Chave | Produz componentes com densidade uniforme, eliminando vazios e pontos de tensão para maior confiabilidade. |
| Aplicações | Usado para revestimentos de turbinas, bicos de motor e peças estruturais na indústria aeroespacial que exigem resistência térmica e força extremas. |
| Trocas | Altos custos iniciais de ferramentas, processo de várias etapas e limitações geométricas com base no molde e no tamanho do vaso. |
Pronto para elevar a confiabilidade dos seus componentes aeroespaciais com soluções de prensa de laboratório precisas? A KINTEK é especializada em máquinas de prensa de laboratório avançadas, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, adaptadas para as necessidades do laboratório. Nossos equipamentos garantem densidade uniforme e peças sem defeitos, aumentando a segurança e o desempenho em ambientes extremos. Entre em contato conosco hoje para discutir como nossas tecnologias CIP podem beneficiar seus projetos!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
















