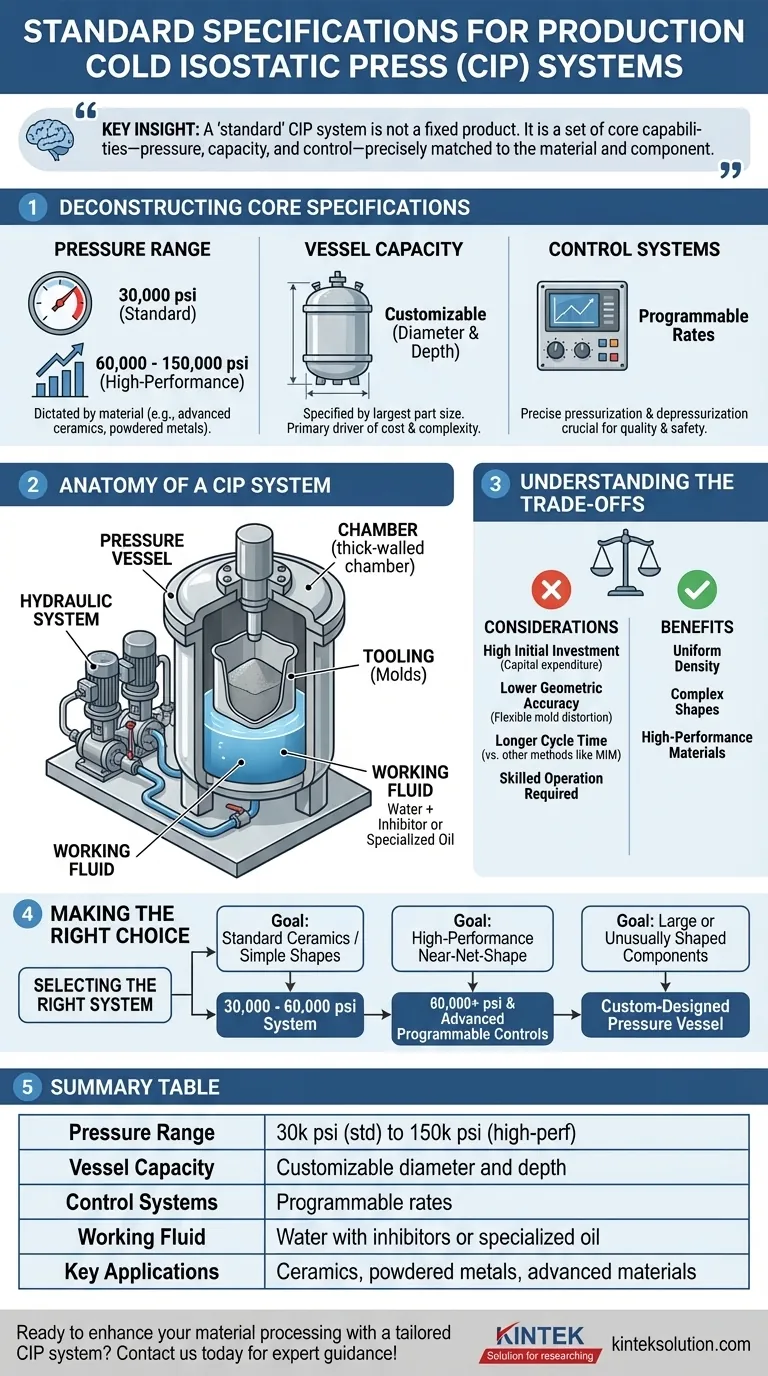
Embora não exista um padrão universal único, um sistema de Prensagem Isostática a Frio (CIP) de Produção é fundamentalmente definido por sua capacidade de pressão, tamanho do vaso e sistemas de controle. As unidades de produção padrão geralmente apresentam uma pressão de 30.000 psi, mas a faixa operacional para muitos materiais se estende muito mais, de 60.000 a 150.000 psi. O tamanho físico é altamente personalizável para acomodar as peças que estão sendo fabricadas.
O insight mais crítico é que um sistema CIP "padrão" não é um produto fixo. É um conjunto de capacidades centrais — pressão, capacidade e controle — que devem ser precisamente ajustadas ao material específico que está sendo processado e às propriedades desejadas do componente final.

Desmembrando as Especificações Principais
Para avaliar adequadamente um sistema CIP de produção, você deve ir além de um único "padrão" e entender as variáveis chave que definem seu desempenho e adequação para sua aplicação.
Faixa de Pressão: O Fator Definidor
A especificação mais importante é a pressão máxima de operação. Embora muitos sistemas de produção de propósito geral sejam construídos para uma pressão padrão de 30.000 psi (aproximadamente 207 MPa), este é apenas um ponto de partida.
A pressão necessária é ditada pelo material que você está compactando. Cerâmicas de alto desempenho, metais em pó e outros materiais avançados geralmente requerem uma faixa operacional muito maior, de 60.000 a 150.000 psi (400 a 1000 MPa) para atingir a densidade verde e a uniformidade necessárias.
Capacidade do Vaso: Tamanho e Geometria
Não há um tamanho padrão para um vaso de pressão CIP. As dimensões são especificadas com base na maior peça que você pretende produzir.
As métricas chave são o diâmetro interno de trabalho e a profundidade interna de trabalho do vaso. Estes parâmetros, juntamente com a classificação de pressão, são os principais impulsionadores do custo geral e da complexidade do sistema.
Sistemas de Controle: Garantindo Qualidade e Segurança
Uma especificação crítica, embora muitas vezes negligenciada, é a capacidade do sistema de gerenciar a pressão. O CIP bem-sucedido depende de taxas precisamente controladas de pressurização e despressurização.
Aumentar a pressão muito rapidamente pode prender ar e causar defeitos, enquanto a despressurização muito rápida pode levar a rachaduras. Um sistema de qualidade fornece controle programável sobre todo esse ciclo.
Anatomia de um Sistema CIP
Todo sistema CIP de produção é construído em torno de alguns componentes essenciais que trabalham juntos para aplicar pressão uniforme.
O Vaso de Pressão
Este é o coração do sistema, uma câmara altamente projetada para conter com segurança pressões extremas. Sua durabilidade e projeto são fundamentais tanto para a segurança operacional quanto para a longevidade.
O Sistema Hidráulico
Este sistema, que geralmente compreende uma bomba externa e intensificadores, gera a alta pressão necessária para a compactação. Ele empurra o fluido de trabalho para dentro do vaso de pressão selado para criar o ambiente isostático.
O Fluido de Trabalho
Um meio líquido é usado para transmitir pressão uniformemente sobre a peça. Geralmente é água misturada com um inibidor de corrosão ou um óleo especializado. A escolha do fluido depende da faixa de pressão e da compatibilidade com os componentes do sistema.
As Ferramentas (Moldes)
O material em pó é contido dentro de um molde flexível e estanque a líquidos. Este molde é colocado dentro do vaso. A uniformidade da peça final depende muito do projeto e do material deste molde.
Entendendo as Compensações (Trade-offs)
A Prensagem Isostática a Frio é uma tecnologia poderosa, mas vem com limitações específicas que devem ser consideradas durante a avaliação.
Alto Investimento Inicial
Sistemas CIP, particularmente modelos de alta pressão e grande capacidade, representam uma despesa de capital significativa. O custo do vaso de pressão e dos sistemas de bombeamento de alta pressão é substancial.
Precisão Geométrica Potencialmente Menor
Como o processo depende de um molde flexível, a precisão dimensional da peça "verde" final pode ser menor do que com compactação por matriz rígida ou moldagem por injeção. Alguma distorção do molde sob pressão é inevitável.
Taxa de Produção vs. Outros Métodos
Embora adequado para automação, o tempo de ciclo do CIP — que inclui carregamento, enchimento, pressurização, despressurização e descarregamento — é frequentemente mais longo do que para tecnologias concorrentes como prensagem axial ou moldagem por injeção de metal. Isso pode torná-lo menos adequado para produção de altíssimo volume de peças pequenas.
Restrições de Material e Mão de Obra
O processo requer operadores qualificados para gerenciar os parâmetros do ciclo e garantir a qualidade. Além disso, nem todos os materiais podem ser compactados de forma eficaz usando este método ou podem exigir ferramentas especializadas.
Fazendo a Escolha Certa para Sua Aplicação
A seleção das especificações corretas requer uma compreensão clara do seu objetivo principal.
- Se seu foco principal é compactar cerâmicas padrão ou formas simples de metal em pó: Um sistema na faixa de 30.000 a 60.000 psi com um vaso dimensionado para suas peças típicas é provavelmente a solução mais econômica.
- Se seu foco principal é produzir peças de formato quase final (near-net-shape) a partir de materiais de alto desempenho: Você deve priorizar um sistema de alta pressão (acima de 60.000 psi) com controles programáveis avançados para o ciclo de pressurização.
- Se seu foco principal é fabricar componentes grandes ou de formato incomum: Sua especificação mais crítica será um vaso de pressão projetado sob medida, que será o principal impulsionador do custo e do tempo de espera do projeto.
Em última análise, a escolha do sistema CIP correto é sobre alinhar as capacidades da máquina diretamente com as demandas do seu material e a geometria da sua peça.
Tabela Resumo:
| Especificação | Detalhes |
|---|---|
| Faixa de Pressão | 30.000 psi (padrão) a 150.000 psi (alto desempenho) |
| Capacidade do Vaso | Diâmetro e profundidade personalizáveis para o tamanho da peça |
| Sistemas de Controle | Taxas programáveis de pressurização e despressurização |
| Fluido de Trabalho | Água com inibidores ou óleo especializado |
| Aplicações Chave | Cerâmicas, metais em pó, materiais avançados |
Pronto para aprimorar o processamento de materiais do seu laboratório com um sistema CIP personalizado? A KINTEK é especializada em máquinas de prensas de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às suas necessidades específicas para cerâmicas, metais e muito mais. Nossas soluções oferecem controle de pressão preciso, compactação uniforme e eficiência aprimorada para seus objetivos de produção. Entre em contato conosco hoje para discutir como podemos apoiar sua aplicação e fornecer orientação especializada!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade








