O Inimigo Oculto em Materiais de Alto Desempenho
No mundo dos materiais avançados, o inimigo mais perigoso é muitas vezes invisível: o espaço vazio. Voids microscópicos e poros escondidos no interior de um componente são assassinos silenciosos. São os pontos de partida para fissuras, os elos fracos que causam falhas catastróficas em turbinas aeroespaciais, implantes médicos e peças industriais críticas.
A batalha contra esses voids não é travada com uma única arma. Requer uma escolha estratégica entre dois processos poderosos: Prensagem Isostática a Frio (CIP) e Prensagem Isostática a Quente (HIP). Compreender a sua diferença não é apenas uma questão de temperatura; é compreender a filosofia fundamental de moldagem versus aperfeiçoamento.
O Princípio Unificador: A Certeza da Pressão
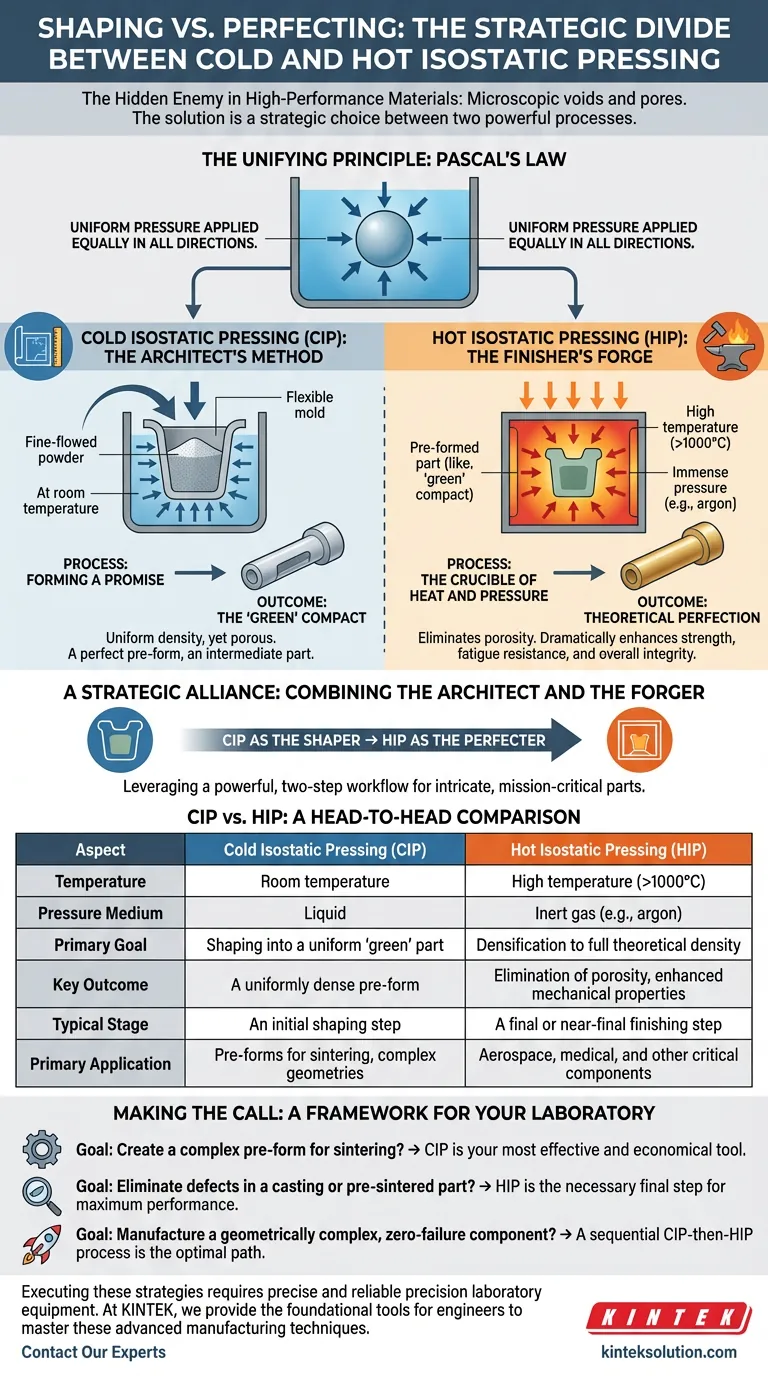
Ambos os métodos são construídos sobre uma base maravilhosamente simples e elegante: a Lei de Pascal. A lei afirma que a pressão aplicada a um fluido confinado é transmitida igualmente em todas as direções.
Esta é uma partida profunda da prensagem convencional, que aplica força de uma ou duas direções. Essa é uma abordagem de força bruta, muitas vezes criando inconsistências ocultas e gradientes de densidade — as próprias falhas que levam à falha.
A prensagem isostática é diferente. Ao submergir um componente num meio fluido, aplica um "aperto" perfeitamente uniforme de todos os lados. É um processo de controle completo, projetado para criar uma base previsível e homogênea para uma peça de alto desempenho.
Prensagem Isostática a Frio: O Método do Arquiteto
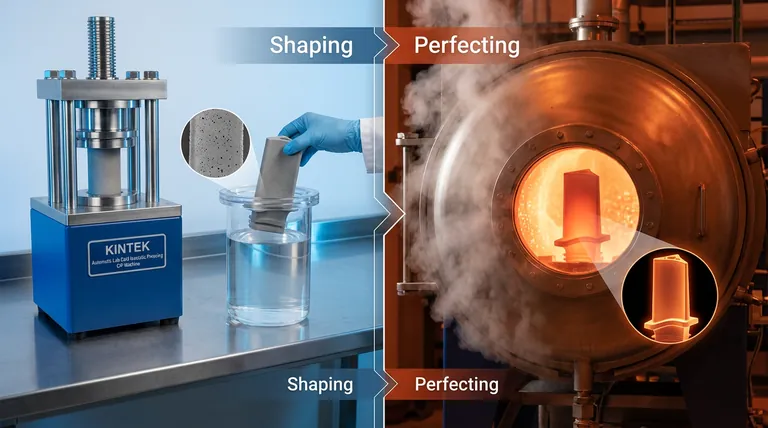
Imagine um arquiteto criando um projeto detalhado. A visão está completa, mas a estrutura ainda não foi construída. Este é o papel da Prensagem Isostática a Frio (CIP).
O Processo: Formando uma Promessa
Na CIP, um pó fino é selado dentro de um molde flexível, semelhante a borracha. Este molde é então colocado num recipiente com líquido à temperatura ambiente. À medida que a pressão no recipiente aumenta, o líquido comprime o molde com perfeita uniformidade.
O Resultado: O Compacto "Bruto"
O resultado não é uma peça acabada. É um objeto sólido e manipulável conhecido como um compacto "bruto". Tem a forma exata desejada, de hastes simples a geometrias incrivelmente complexas. É uniformemente denso, mas ainda poroso — uma promessa sólida do componente final.
A CIP é um processo de moldagem. Sua genialidade reside em criar uma pré-forma perfeita, uma peça intermediária livre das variações de densidade que a afligiriam durante as etapas posteriores de aquecimento. É um ato de preparação.
Prensagem Isostática a Quente: A Forja do Acabamento
Se a CIP é o arquiteto, a HIP é o mestre ferreiro que transforma uma peça de metal bem projetada numa espada inquebrável.
O Processo: O cadinho de calor e pressão
A HIP pega uma peça pré-formada (como um compacto bruto da CIP ou uma fundição de metal) e a submete a um ambiente brutal e transformador. Dentro de um forno especializado, o componente é aquecido a temperaturas frequentemente superiores a 1000°C, amolecendo o material a um estado quase plástico.
Simultaneamente, um gás inerte como o argônio é bombeado, criando uma pressão imensa. Esta combinação de calor e pressão uniforme faz com que o material colapse sobre si mesmo, espremendo todos os voids e poros internos remanescentes até à inexistência.
O Resultado: Perfeição Teórica
O objetivo da HIP não é moldar, mas aperfeiçoar. Visa 100% de densidade teórica. Ao eliminar a porosidade, a HIP melhora drasticamente as propriedades mecânicas de um material: sua resistência, resistência à fadiga e integridade geral. Este é o processo reservado para componentes onde a falha simplesmente não é uma opção.
Uma Aliança Estratégica: Combinando o Arquiteto e o Ferreiro
A escolha nem sempre é um ou outro. As aplicações mais exigentes muitas vezes utilizam um fluxo de trabalho poderoso de duas etapas:
- CIP como Moldador: Primeiro, a CIP é usada para criar um componente complexo com densidade altamente uniforme. Isso garante que a geometria da peça esteja sólida antes da etapa final e intensa de densificação.
- HIP como Aperfeiçoador: A peça bruta da CIP é então colocada numa unidade HIP para remover toda a porosidade residual, fixando sua forma e elevando suas propriedades de material ao seu pico absoluto.
Esta combinação permite que os fabricantes criem peças intrincadas e de missão crítica que são tanto geometricamente complexas quanto internamente impecáveis.
Tomando a Decisão: Um Framework para o Seu Laboratório
A escolha do processo certo depende inteiramente do seu objetivo. É aqui que os equipamentos de laboratório de precisão se tornam críticos, permitindo que os engenheiros validem suas estratégias de materiais.
- Objetivo: Criar uma pré-forma complexa para sinterização? A CIP é sua ferramenta mais eficaz e econômica.
- Objetivo: Eliminar defeitos numa peça fundida ou pré-sinterizada? A HIP é a etapa final necessária para o máximo desempenho.
- Objetivo: Fabricar um componente geometricamente complexo e de falha zero? Um processo sequencial CIP-depois-HIP é o caminho ideal para o sucesso.
Executar essas estratégias requer equipamentos que sejam precisos e confiáveis. Prensas de laboratório de alta qualidade são essenciais para desenvolver e refinar os processos que transformam materiais avançados de um conceito em realidade. Na KINTEK, fornecemos as ferramentas fundamentais — desde prensas automáticas de laboratório e prensas isostáticas para moldagem até prensas aquecidas para simular a densificação — que capacitam os engenheiros a dominar essas técnicas de fabricação avançadas.
CIP vs. HIP: Uma Comparação Direta
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura (>1000°C) |
| Meio de Pressão | Líquido | Gás inerte (ex: argônio) |
| Objetivo Principal | Moldagem numa peça 'bruta' uniforme | Densificação para densidade teórica total |
| Resultado Chave | Uma pré-forma uniformemente densa | Eliminação da porosidade, propriedades mecânicas aprimoradas |
| Etapa Típica | Uma etapa inicial de moldagem | Uma etapa final ou quase final de acabamento |
| Aplicação Principal | Pré-formas para sinterização, geometrias complexas | Componentes aeroespaciais, médicos e outros críticos |
Em última análise, compreender a profunda diferença entre moldar e aperfeiçoar é o primeiro passo. O próximo é ter as ferramentas certas para executar sua visão com confiança. Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
Artigos relacionados
- Para Além da Força Bruta: A Física Elegante da Prensagem Isostática a Frio
- A Arquitetura da Intimidade: Por que as Baterias de Estado Sólido Exigem 375 MPa
- A Geometria do Silêncio: Por que a Flexibilidade é a Precisão Suprema na Prensagem de Ti-6Al-4V
- A Arquitetura da Uniformidade: Por que a Pressão Omnidirecional Define o Destino da Cerâmica
- A Geometria do Contato: Por que a Barreira de 400 MPa Define o Futuro das Baterias de Estado Sólido
















