
A Falha Invisível
Imagine um componente perfeitamente formado—um implante médico, uma pá de turbina cerâmica—saindo de uma prensa. Parece impecável. Mas quando entra no forno para sua sinterização final, uma rachadura microscópica aparece, depois se estilhaça em uma falha catastrófica.
A causa não foi uma falha no material ou um erro no tratamento térmico. A falha foi selada desde o primeiro passo: a compactação.
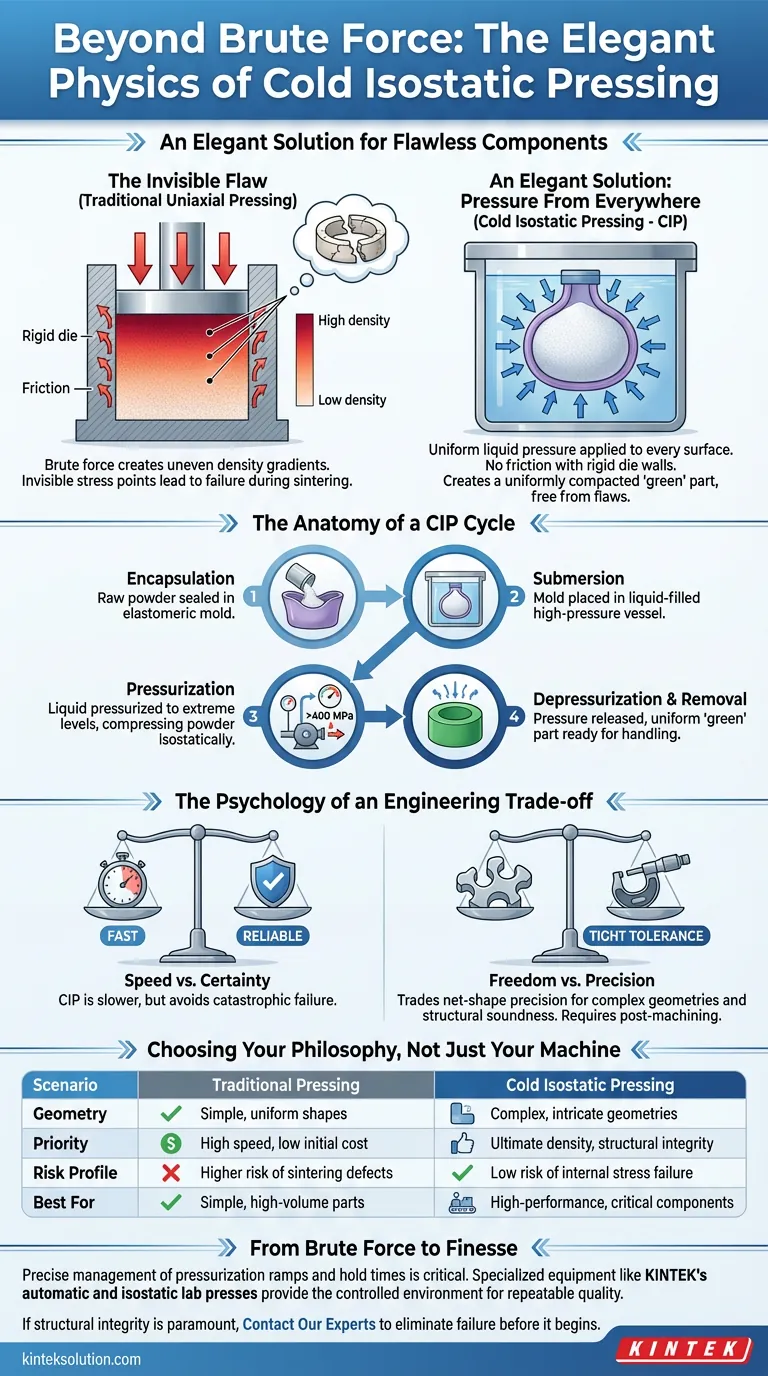
O principal desafio na metalurgia do pó e em cerâmicas técnicas não é apenas aplicar força. É sobre como essa força é entregue. A prensagem uniaxial tradicional, que comprime o pó de uma ou duas direções em uma matriz rígida, é um ato enganoso de força bruta. Ela cria gradientes de densidade ocultos, zonas de alta e baixa compactação, como estratos geológicos. Estes são pontos de tensão invisíveis esperando para rasgar a peça.
Pressão Não É Apenas Pressão
O problema é o atrito. À medida que um pistão comprime o pó, as partículas esfregam contra as paredes da matriz, impedindo que a pressão se distribua uniformemente. O pó mais próximo do pistão torna-se denso, enquanto o pó mais distante permanece menos comprimido.
Esta é a falha invisível. É uma mentira estrutural que só é revelada sob a imensa tensão da sinterização.
A Prensagem Isostática a Frio (CIP) opera com um princípio mais elegante, um emprestado do fundo do oceano. Ela entende que a pressão verdadeira é uniforme, implacável e entregue de todas as direções ao mesmo tempo.
Uma Solução Elegante: Pressão De Todos Os Lugares
A CIP funciona subvertendo completamente o problema do atrito.
Em vez de uma matriz rígida, o pó é selado em um molde flexível e que se ajusta à forma. Este pacote é então submerso em uma câmara cheia de um meio líquido. Quando a câmara é pressurizada, o líquido transmite essa pressão perfeitamente e igualmente a todas as superfícies do molde.
O líquido não se importa com forma, cantos ou complexidade. Ele simplesmente empurra.
O resultado é uma peça "verde" uniformemente compactada. Ela está livre dos gradientes de densidade internos que afligem outros métodos. Ela carrega uma promessa de integridade—uma promessa de que sobreviverá ao forno.
A Anatomia de um Ciclo CIP
O processo é uma dança deliberada de física e engenharia:
- Encapsulamento: O pó bruto é cuidadosamente selado dentro de um molde elastomérico (como poliuretano ou borracha).
- Submersão: O molde selado é colocado em um vaso de alta pressão preenchido com um líquido, tipicamente água.
- Pressurização: Uma bomba externa aumenta a pressão do líquido para níveis extremos, frequentemente excedendo 400 MPa, comprimindo o pó isostaticamente.
- Despressurização: A pressão é liberada, e a peça "verde" agora sólida é removida, pronta para manuseio ou usinagem.
Esta peça verde possui uma força notável, mas mais importante, possui uniformidade.
A Psicologia de um Trade-off de Engenharia
CIP não é uma solução universal. Representa uma escolha consciente—uma decisão de priorizar a integridade final em detrimento da velocidade ou simplicidade inicial. Este é um cruzamento psicológico comum para engenheiros.
Velocidade vs. Certeza
Os ciclos CIP são inerentemente mais lentos do que as prensas mecânicas de alta velocidade. Selar o molde, pressurizar o vaso e despressurizar leva tempo.
No entanto, qual é o custo real da velocidade? Um único componente de alto valor que falha pode anular a economia de tempo de cem que foram bem-sucedidos. CIP é uma aposta na certeza. Minimiza o risco de falha catastrófica na etapa final e mais cara da produção.
Liberdade vs. Precisão
Os moldes flexíveis que dão à CIP seu poder de criar formas complexas—peças com rebaixos, canais internos e geometrias intrincadas—não oferecem as tolerâncias dimensionais apertadas de uma matriz de aço endurecido.
O acabamento superficial é menos perfeito. Isso não é uma falha; é um trade-off compreendido. Peças feitas via CIP frequentemente têm usinagem planejada como uma etapa de pós-processamento necessária antes da sinterização. Você troca a precisão inicial de forma líquida por liberdade geométrica e solidez interna.
Escolhendo Sua Filosofia, Não Apenas Sua Máquina
A decisão de usar CIP é impulsionada pelas demandas da peça final. É a única escolha lógica quando a falha estrutural não é uma opção.
| Cenário | Prensagem Tradicional | Prensagem Isostática a Frio |
|---|---|---|
| Geometria | Formas simples e uniformes | Geometrias complexas e intrincadas |
| Prioridade | Alta velocidade, baixo custo inicial | Densidade final, integridade estrutural |
| Perfil de Risco | Maior risco de defeitos de sinterização | Baixo risco de falha por estresse interno |
| Ideal Para | Peças simples e de alto volume | Componentes de alto desempenho e críticos |
Da Força Bruta ao Refinamento
Implementar essa filosofia requer mais do que apenas um vaso de pressão; exige controle. A capacidade de gerenciar com precisão as rampas de pressurização e os tempos de espera é o que transforma um processo teórico em uma realidade industrial repetível.
Esse nível de controle de processo é onde a própria máquina se torna crítica. Para laboratórios e equipes de P&D que estão pioneirando novos materiais ou componentes complexos, uma prensa simples não é suficiente. O objetivo é a repetibilidade, e é por isso que equipamentos especializados como as prensas de laboratório automáticas e isostáticas da KINTEK são essenciais. Elas fornecem o ambiente controlado e confiável necessário para aperfeiçoar os materiais e componentes do futuro.
Em última análise, a Prensagem Isostática a Frio é mais do que uma técnica de fabricação. É uma filosofia de construção de qualidade de dentro para fora, conquistando as falhas invisíveis que condenam peças inferiores à sucata. Para transformar essa filosofia em realidade, você precisa das ferramentas certas.
Se você está desenvolvendo componentes onde a integridade estrutural é primordial, Entre em Contato com Nossos Especialistas para explorar como a tecnologia de prensagem correta pode eliminar falhas antes que elas comecem.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
Artigos relacionados
- A Arquitetura da Intimidade: Por que as Baterias de Estado Sólido Exigem 375 MPa
- A Geometria Silenciosa da Densidade: Por que a Pressão Isotrópica é a Alma das Cerâmicas Avançadas
- O Imperativo Isotrópico: Por que a Pressão Uniforme Define a Vida de um Supercondutor
- A Geometria do Silêncio: Por que a Flexibilidade é a Precisão Suprema na Prensagem de Ti-6Al-4V
- A Geometria da Uniformidade: Por que a Prensagem Isostática é o Arquiteto Silencioso da Confiabilidade dos Memristores
















