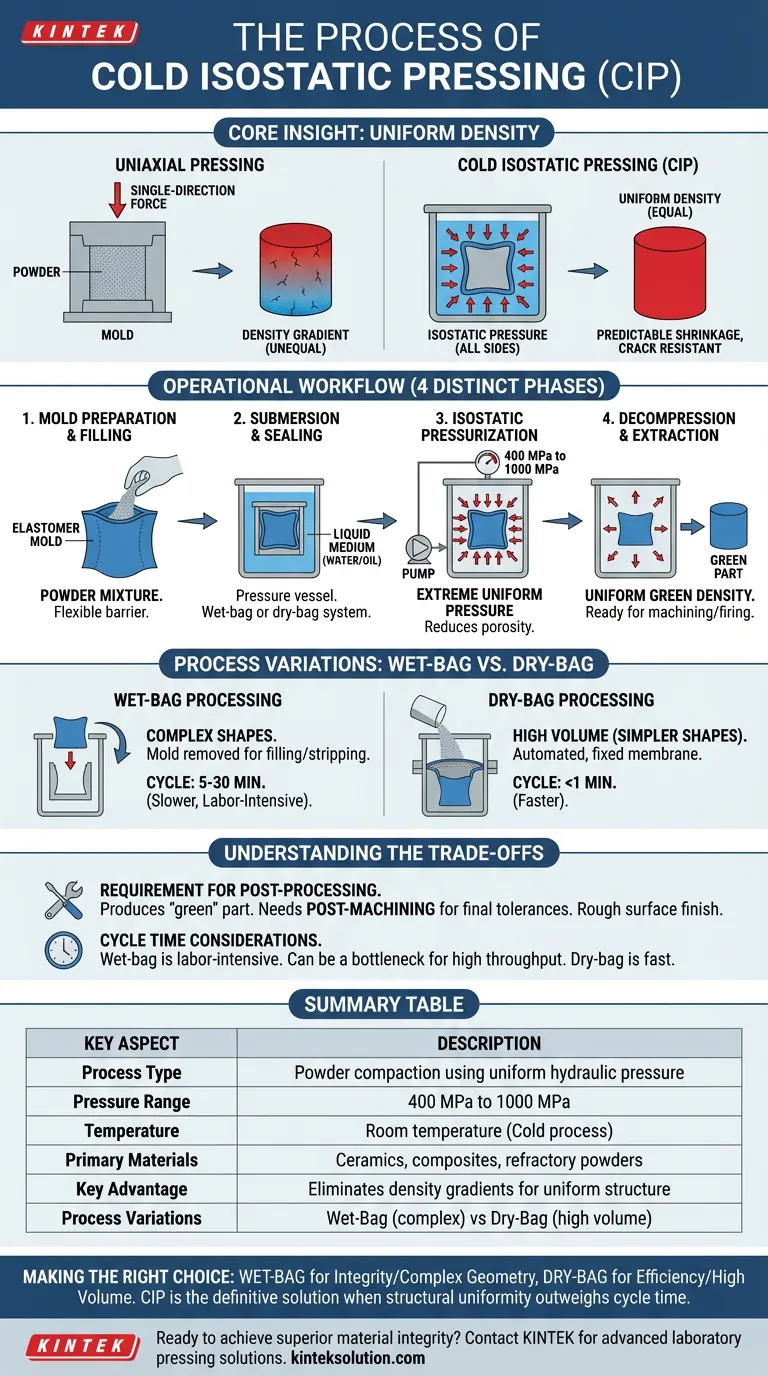
A Prensagem Isostática a Frio (CIP) é um método de compactação usado para consolidar pós em componentes sólidos e de alta densidade à temperatura ambiente. O processo funciona selando o material solto — tipicamente pós cerâmicos, compósitos ou refratários — em um molde elastomérico flexível e submergindo-o em um meio líquido. Uma bomba externa aplica então pressão hidráulica extrema (tipicamente de 400 MPa a 1000 MPa) uniformemente de todas as direções, comprimindo o pó em uma massa sólida coerente conhecida como "peça verde".
Insight Principal: Ao contrário da prensagem uniaxial, que comprime o material de uma única direção, o CIP aplica pressão isostaticamente (igualmente de todos os lados). Isso elimina gradientes de densidade internos, resultando em uma estrutura uniforme que encolhe de forma previsível e resiste a rachaduras durante os processos subsequentes de sinterização ou queima.

O Fluxo de Trabalho Operacional
O procedimento padrão para CIP transforma o pó solto em um sólido de alta integridade através de quatro fases distintas.
1. Preparação e Enchimento do Molde
O processo começa com um recipiente flexível, frequentemente chamado de molde ou bolsa, feito de materiais elastoméricos.
Os operadores preenchem este molde com a mistura de pó escolhida. A flexibilidade do molde é crítica, pois atua como uma barreira de pressão que se deforma para transmitir força diretamente ao pó sem permitir a entrada do meio de pressurização.
2. Submersão e Selagem
Uma vez selado, o molde é colocado dentro de um vaso de pressão.
O vaso é preenchido com um meio de trabalho líquido, tipicamente água ou óleo, que pode conter inibidores de corrosão. No processamento "wet-bag" (bolsa úmida), o molde é totalmente submerso neste fluido, enquanto os sistemas "dry-bag" (bolsa seca) usam uma membrana fixa para separar o fluido do molde.
3. Pressurização Isostática
Uma bomba externa pressuriza o líquido dentro da câmara.
Como os fluidos transmitem pressão igualmente em todas as direções, o molde flexível é comprimido uniformemente em todas as superfícies. Isso reduz a porosidade da mistura de pó, compactando as partículas o mais próximo possível de sua densidade máxima.
4. Descompressão e Extração
Após um tempo de permanência definido, a pressão é liberada.
O molde é removido do vaso (ou a peça é ejetada em sistemas automatizados). O resultado é um componente sólido com densidade verde uniforme que é robusto o suficiente para ser manuseado, usinado ou sinterizado.
Variações do Processo: Wet-Bag vs. Dry-Bag
O CIP é geralmente categorizado em dois métodos dependendo do volume de produção e da complexidade da peça.
Processamento Wet-Bag
Neste método, o molde é removido do vaso de pressão para enchimento e extração após cada ciclo.
É ideal para produzir formas grandes, complexas ou incomuns. No entanto, é um processo mais lento, com tempos de ciclo tipicamente variando de 5 a 30 minutos.
Processamento Dry-Bag
Esta é uma variação automatizada onde a membrana flexível é fixada dentro do vaso de pressão.
O pó é despejado diretamente na cavidade, pressurizado e ejetado sem remover a bolsa. Este método é significativamente mais rápido, com tempos de ciclo de menos de 1 minuto, tornando-o adequado para produção em massa de alto volume de formas mais simples.
Compreendendo os Compromissos
Embora o CIP ofereça uniformidade de densidade superior, é essencial reconhecer as limitações e os requisitos do processo.
Necessidade de Pós-Processamento
O CIP produz uma peça "verde", que é uma massa de pó consolidada, não uma superfície acabada.
Consequentemente, as peças frequentemente requerem pós-usinagem para atingir as tolerâncias geométricas finais antes de passarem pela sinterização final. O acabamento superficial áspero da bolsa flexível geralmente necessita desta etapa adicional.
Considerações sobre o Tempo de Ciclo
Embora o dry-bagging seja rápido, o processo wet-bag é inerentemente descontínuo e intensivo em mão de obra.
Se o seu projeto requer alta produtividade de geometrias distintas e complexas, o tempo de ciclo de 5 a 30 minutos do CIP wet-bag pode se tornar um gargalo de produção em comparação com outros métodos de prensagem.
Fazendo a Escolha Certa para o Seu Objetivo
O CIP raramente é a opção mais barata, mas é frequentemente a necessária para materiais de alto desempenho.
- Se o seu foco principal é a integridade do material e a geometria complexa: Priorize o CIP Wet-Bag para alcançar densidade uniforme em peças grandes ou intrincadas que não devem rachar ou distorcer durante a sinterização.
- Se o seu foco principal é a eficiência da produção em massa: Implemente o CIP Dry-Bag para automatizar a consolidação de formas simples, como isoladores de velas de ignição ou esferas de moagem.
Em última análise, o CIP é a solução definitiva quando a uniformidade estrutural da peça final supera o custo do tempo de ciclo e da pós-usinagem.
Tabela Resumo:
| Aspecto Chave | Descrição |
|---|---|
| Tipo de Processo | Compactação de pó usando pressão hidráulica uniforme |
| Faixa de Pressão | 400 MPa a 1000 MPa |
| Temperatura | Temperatura ambiente (Processo a frio) |
| Materiais Principais | Cerâmicas, compósitos, pós refratários |
| Vantagem Principal | Elimina gradientes de densidade para estrutura uniforme |
| Variações do Processo | Wet-Bag (formas complexas) vs Dry-Bag (alto volume) |
Pronto para alcançar integridade superior do material com Prensagem Isostática a Frio?
Na KINTEK, somos especializados em soluções avançadas de prensagem de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas projetadas especificamente para ambientes de pesquisa e desenvolvimento. Nossa expertise ajuda laboratórios como o seu a produzir componentes de alta densidade e uniformes com resultados de sinterização previsíveis.
Seja trabalhando com cerâmicas, compósitos ou pós especializados, nossas máquinas de prensagem oferecem a precisão e a confiabilidade que sua pesquisa exige. Entre em contato com nossa equipe de engenharia hoje mesmo para discutir como nossas soluções de CIP podem aprimorar suas capacidades de processamento de materiais e acelerar seu cronograma de desenvolvimento.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
















