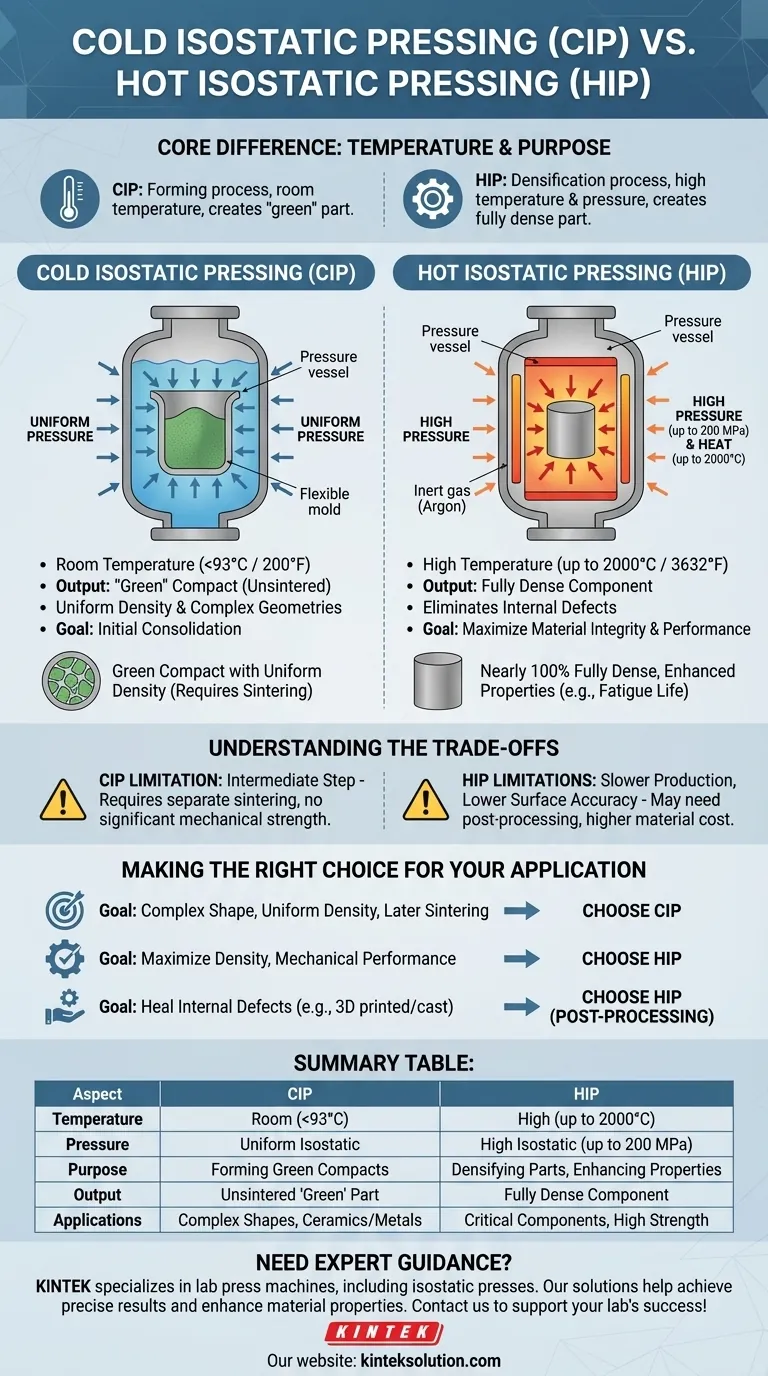
Em sua essência, a diferença entre a Prensagem Isostática a Frio (CIP) e a Prensagem Isostática a Quente (HIP) é a temperatura e o propósito. O CIP usa pressão uniforme à temperatura ambiente para compactar pós em uma peça sólida, mas não sinterizada, "verde". Em contraste, o HIP combina alta pressão com alta temperatura para criar um componente totalmente denso com propriedades de material superiores.
A distinção fundamental não é apenas sobre calor. CIP é um processo de conformação usado para criar uma forma preliminar, enquanto HIP é um processo de adensamento e acabamento usado para alcançar a máxima integridade e desempenho do material.
O que é Prensagem Isostática a Frio (CIP)?
A Prensagem Isostática a Frio é uma primeira etapa essencial para criar peças complexas a partir de materiais em pó, como cerâmicas ou metais. Foca na consolidação inicial antes do tratamento térmico final.
O Princípio Central: Pressão Uniforme à Temperatura Ambiente
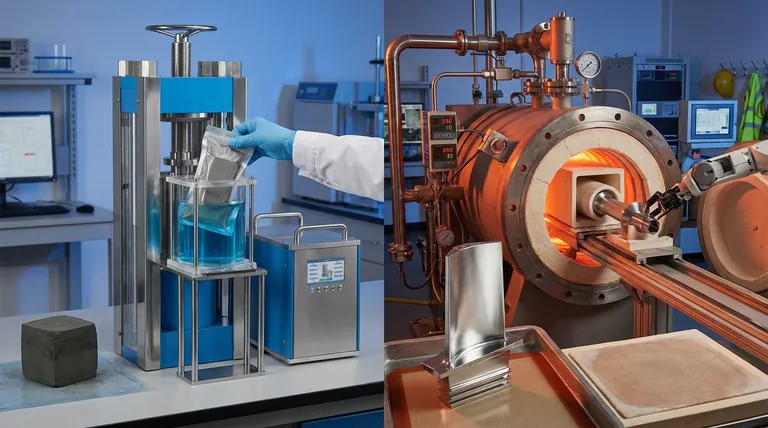
No CIP, um material em pó é selado em um molde flexível e elastomérico. Este molde é então submerso em um fluido dentro de uma câmara de pressão.
O fluido é pressurizado, exercendo pressão uniforme (isostática) de todas as direções sobre o molde. Isso ocorre em ou perto da temperatura ambiente (tipicamente abaixo de 93°C / 200°F).
O Objetivo: Criar um Compacto "Verde"
O resultado do CIP não é uma peça acabada. É um compacto "verde"—um objeto sólido com resistência suficiente para ser manuseado.
Esta peça verde possui uma densidade uniforme altamente uniforme em toda a sua estrutura. Essa uniformidade é crucial para evitar empenamento ou rachaduras durante a subsequente fase de sinterização a alta temperatura. O CIP também é excelente para criar geometrias complexas sem a necessidade de aglutinantes ou ceras.
O que é Prensagem Isostática a Quente (HIP)?
A Prensagem Isostática a Quente é um processo de tratamento térmico que vai muito além da simples conformação. É usada para eliminar defeitos internos e atingir a densidade teórica máxima de um material.
O Princípio Central: Calor e Pressão Simultâneos
Durante o HIP, um componente é colocado dentro de uma câmara de pressão com uma atmosfera controlada. A câmara é então submetida a temperaturas extremamente altas (até 2000°C / 3632°F) e alta pressão isostática (até 200 MPa / 30.000 psi).
O meio de pressão é um gás inerte, mais comumente argônio, que impede reações químicas com o material em temperaturas elevadas.
O Objetivo: Densidade Total e Propriedades Aprimoradas
A combinação de calor e pressão faz com que poros internos, vazios e microfissuras dentro do material colapsem e se soldem em nível atômico.
Isso resulta em um componente que está quase 100% totalmente denso. Os benefícios são significativos, incluindo uma melhoria drástica nas propriedades mecânicas, como vida útil à fadiga (muitas vezes por um fator de 10 a 100), resistência ao desgaste e resistência à corrosão. O HIP garante que o material tenha força uniforme em todas as direções.
Compreendendo as Compensações
Embora poderosos, nenhum dos processos é uma solução universal. Entender suas limitações é fundamental para usá-los de forma eficaz.
A Limitação Inerente do CIP
A principal "limitação" do CIP é que ele é uma etapa intermediária de fabricação. Uma peça verde de um processo CIP não possui resistência mecânica significativa e deve passar por um processo de sinterização separado e de alta temperatura para se tornar um componente funcional e durável.
As Limitações Práticas do HIP
O HIP fornece resultados excepcionais, mas vem com restrições práticas.
O processo tem uma taxa de produção mais lenta em comparação com métodos como a compactação por matriz, tornando-o menos adequado para fabricação de alto volume.
Também pode resultar em menor precisão de superfície devido ao uso de ferramentas flexíveis ou deformação do material. Isso geralmente significa que etapas de pós-processamento, como usinagem, são necessárias para atender a tolerâncias dimensionais rigorosas. Finalmente, o processo geralmente depende de pós especializados e caros, o que pode aumentar os custos de material.
Fazendo a Escolha Certa para Sua Aplicação
Sua escolha entre CIP e HIP depende inteiramente do seu objetivo final: você está conformando uma forma preliminar ou aperfeiçoando uma peça final?
- Se seu foco principal é criar uma forma complexa à base de pó com densidade uniforme para sinterização posterior: O CIP é a escolha correta para produzir um compacto verde de alta qualidade.
- Se seu foco principal é alcançar densidade máxima e desempenho mecânico em um componente crítico: O HIP é o processo definitivo para criar uma peça totalmente densa com vida útil à fadiga e resistência aprimoradas.
- Se seu foco principal é corrigir defeitos internos em uma peça existente (por exemplo, uma fundição ou metal impresso em 3D): O HIP também é usado como etapa de pós-processamento para eliminar a porosidade interna e melhorar significativamente a integridade da peça.
Em última análise, selecionar o processo correto exige que você defina se precisa conformar o material ou aperfeiçoar fundamentalmente sua estrutura interna.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente (<93°C) | Alta temperatura (até 2000°C) |
| Pressão | Pressão isostática uniforme | Alta pressão isostática (até 200 MPa) |
| Propósito | Conformação de compactos verdes para sinterização | Adensamento de peças para densidade total e propriedades aprimoradas |
| Resultado | Peça 'verde' não sinterizada com densidade uniforme | Componente totalmente denso com propriedades mecânicas melhoradas |
| Aplicações Chave | Formas complexas em cerâmicas/metais antes da sinterização | Componentes críticos que exigem alta vida útil à fadiga e resistência |
Precisa de orientação especializada na seleção da prensa certa para o seu laboratório? A KINTEK é especializada em máquinas de prensas de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às suas necessidades específicas de compactação de pó e adensamento de material. Nossas soluções ajudam você a alcançar resultados precisos, melhorar a eficiência e aprimorar as propriedades do material. Entre em contato conosco hoje para discutir como podemos apoiar o sucesso do seu laboratório! Entre em contato agora
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
















