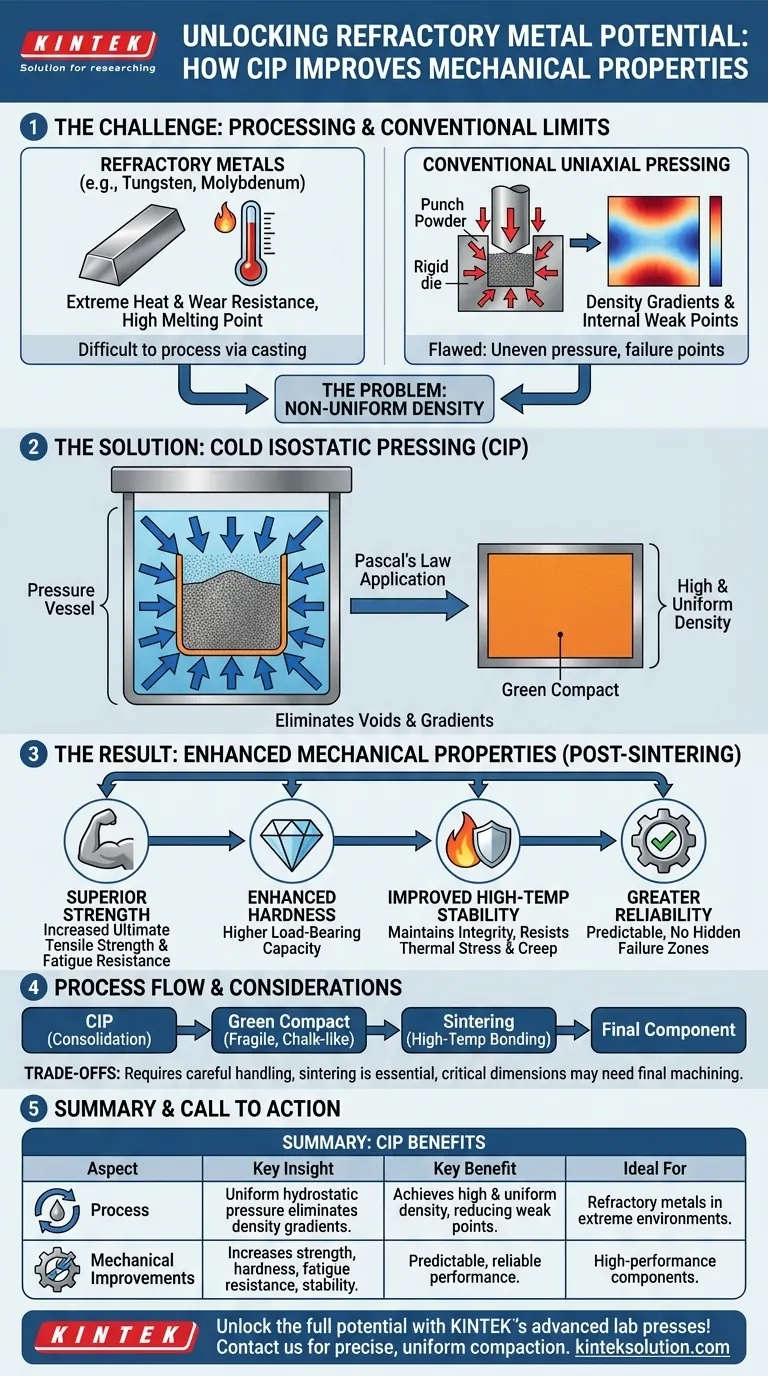
A Prensagem Isostática a Frio (CIP) é um processo fundamental de metalurgia do pó que melhora drasticamente as propriedades mecânicas dos metais refratários. Funciona submetendo o pó metálico num molde flexível a uma pressão hidrostática extrema e uniforme. Isto cria uma peça pré-sinterizada, conhecida como "compacto verde", com densidade excecionalmente alta e uniforme, que é o precursor direto de uma resistência, dureza e estabilidade térmica superiores.
A principal vantagem do CIP não é apenas a densificação, mas a uniformidade dessa densidade. Ao eliminar os vazios internos e os gradientes de densidade comuns em outros métodos, o CIP remove os pontos fracos inerentes onde a falha do componente começa sob alto estresse ou temperatura.

O Desafio: Processamento de Metais Refratários
Metais refratários como tungsténio, molibdénio e tântalo são definidos pela sua extraordinária resistência ao calor e ao desgaste. No entanto, estas mesmas propriedades tornam-nos notoriamente difíceis de processar usando métodos convencionais.
O Problema dos Altos Pontos de Fusão
Estes materiais têm pontos de fusão extremamente altos, tornando a fundição tradicional impraticável. A fusão e a fundição podem introduzir impurezas e resultar numa estrutura de grão grosseira e frágil que compromete as propriedades desejadas do metal. Isso força o uso da metalurgia do pó, onde o pó metálico é consolidado e depois sinterizado (aquecido abaixo do ponto de fusão) para ligar as partículas.
A Limitação da Prensagem Convencional
O método mais comum para compactar pó é a prensagem uniaxial, onde um punção pressiona o pó numa matriz rígida. Este processo é rápido, mas defeituoso.
A fricção entre o pó e as paredes da matriz impede que a pressão seja transmitida uniformemente. Isso resulta em significativos gradientes de densidade — a peça é mais densa na parte superior e inferior, mas significativamente menos densa no meio. Estas regiões de baixa densidade tornam-se os pontos de falha no componente final.
Como o CIP Resolve o Problema Central
A Prensagem Isostática a Frio foi desenvolvida especificamente para superar as limitações da prensagem uniaxial. Opera com um princípio simples, mas poderoso, para alcançar um resultado fundamentalmente melhor.
O Princípio da Pressão Isostática
No CIP, o pó de metal refratário é selado num molde flexível e hermético. Este molde é então submerso numa câmara de fluido. O fluido é pressurizado, tipicamente a milhares de atmosferas, exercendo pressão uniforme no molde de todas as direções simultaneamente.
Esta é uma aplicação da Lei de Pascal, que afirma que a pressão aplicada a um fluido confinado é transmitida sem diminuição para cada porção do fluido e para as paredes do recipiente.
Atingir Densidade Uniforme
Como a pressão é aplicada igualmente de todos os lados, não há atrito da parede da matriz para criar gradientes de densidade. As partículas de pó são forçadas a unir-se com a mesma pressão em todo o volume, independentemente da forma ou complexidade do componente.
O resultado é um compacto verde com uma densidade notavelmente alta e uniforme, eliminando os pontos fracos internos inerentes às peças prensadas uniaxialmente.
O Impacto nas Principais Propriedades Mecânicas
Esta densidade uniforme é a causa direta das melhorias significativas observadas no componente final sinterizado.
Resistência e Dureza Aprimoradas
Com menos vazios internos e uma microestrutura consistente, a peça sinterizada tem uma maior capacidade de carga. Isso se traduz num aumento mensurável da resistência à tração final, resistência à fadiga e dureza. O material é mais previsível e confiável porque não há zonas ocultas de baixa densidade para iniciar uma fratura.
Melhor Desempenho em Alta Temperatura
A principal aplicação para metais refratários é em ambientes de alta temperatura. Vazios internos expandem-se sob o calor e tornam-se pontos críticos para o estresse térmico e falha por fluência. Ao criar uma estrutura uniformemente densa, o CIP garante que o componente mantenha sua integridade estrutural e estabilidade dimensional em temperaturas extremas.
Compreendendo as Compensações
Embora poderoso, o CIP não está isento de considerações. É uma ferramenta específica para um conjunto específico de desafios.
Resistência Verde e Manuseio
Uma peça recém-saída do processo CIP (o compacto "verde") tem uma consistência semelhante a giz. É frágil e deve ser manuseada com cuidado antes do estágio de sinterização, que proporciona a resistência final.
Tolerância Dimensional
Como um molde flexível é usado, alcançar tolerâncias dimensionais precisas e finais diretamente do processo CIP é difícil. A forma é consistente, mas alguma contração durante a sinterização é esperada. Dimensões críticas frequentemente exigem usinagem final após a sinterização.
A Necessidade de Sinterização
É crucial entender que o CIP é a etapa de consolidação, não a etapa final. As propriedades mecânicas excecionais só são totalmente realizadas após um subsequente processo de sinterização em alta temperatura. O CIP cria o precursor ideal e uniforme que permite que a sinterização seja o mais eficaz possível.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção de um processo de consolidação depende inteiramente dos requisitos de desempenho e complexidade do seu componente.
- Se o seu foco principal é o máximo desempenho e fiabilidade: O CIP é a escolha superior para criar componentes que devem suportar temperaturas extremas e estresse mecânico sem falha.
- Se o seu foco principal é a produção em grande volume de formas simples: A prensagem uniaxial tradicional pode ser mais económica, mas deve aceitar a compensação de propriedades mecânicas mais baixas e menos uniformes.
- Se o seu foco principal é uma geometria complexa com resistência uniforme: O CIP é exclusivamente adequado para produzir formas intrincadas que são impossíveis de formar com matrizes rígidas, mantendo uma densidade consistente.
Ao começar com uma base uniformemente densa, o CIP permite que você realize todo o potencial excecional dos metais refratários.
Tabela Resumo:
| Aspecto | Principal Conhecimento |
|---|---|
| Processo | O CIP usa pressão hidrostática uniforme para compactar pó de metal, eliminando gradientes de densidade. |
| Benefício Chave | Alcança alta e uniforme densidade em compactos verdes, reduzindo pontos fracos internos. |
| Melhorias Mecânicas | Aumenta a resistência à tração final, dureza, resistência à fadiga e estabilidade em alta temperatura. |
| Ideal Para | Metais refratários (por exemplo, tungsténio, molibdénio) usados em ambientes extremos. |
| Considerações | Requer manuseio cuidadoso de compactos verdes e subsequente sinterização para propriedades finais. |
Desbloqueie todo o potencial dos seus metais refratários com as prensas de laboratório avançadas da KINTEK! As nossas prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas são projetadas para fornecer compactação precisa e uniforme para propriedades mecânicas superiores em aplicações de alta temperatura. Seja para pesquisa ou produção, o nosso equipamento garante fiabilidade e eficiência para as suas necessidades de laboratório. Entre em contato connosco hoje para discutir como podemos melhorar os seus processos e alcançar resultados excelentes!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório









