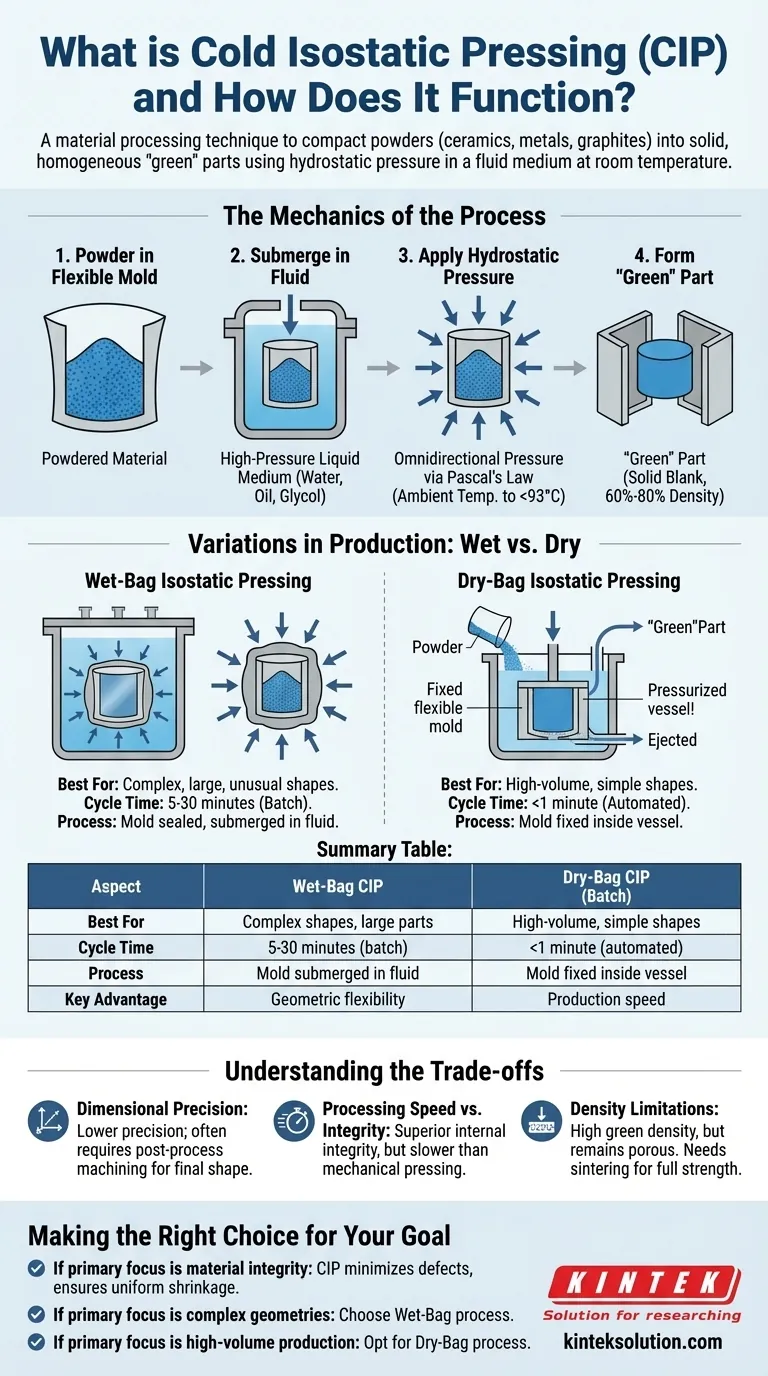
Prensagem Isostática a Frio (CIP) é uma técnica de processamento de materiais usada para compactar pós — tipicamente cerâmicas, metais ou grafites — em massas sólidas e homogêneas conhecidas como peças "verdes". Ao selar o pó em um molde elastomérico flexível e submergi-lo em um meio líquido de alta pressão (geralmente água, óleo ou glicol), o sistema utiliza pressão hidrostática para compactar o material igualmente de todas as direções à temperatura ambiente.
A vantagem definidora da CIP sobre a prensagem por matriz tradicional é a aplicação de pressão omnidirecional baseada na Lei de Pascal. Como a força é aplicada igualmente a todas as superfícies da peça, o compactado resultante possui densidade uniforme em toda a extensão, eliminando virtualmente os gradientes de tensão interna que causam rachaduras e distorções durante a sinterização ou queima subsequentes.

A Mecânica do Processo
O Princípio da Pressão Hidrostática
Ao contrário da prensagem uniaxial, que comprime o pó de cima para baixo, a CIP depende da Lei de Pascal. Este princípio afirma que a pressão aplicada a um fluido fechado é transmitida sem diminuição em todas as direções.
O Molde e o Meio
O material em pó é colocado dentro de um molde flexível, frequentemente feito de borracha, plástico ou elastômero. Este recipiente selado é então imerso em um meio líquido dentro de um vaso de pressão.
Compactação à Temperatura Ambiente
O sistema pressuriza o fluido, tipicamente a temperaturas ambientes ou ligeiramente mais altas (abaixo de 93°C). Isso comprime o molde flexível contra o pó, unindo as partículas para formar uma geometria sólida.
O Estado "Verde"
O resultado é uma peça "verde" — um bloco sólido com resistência suficiente para manuseio e usinagem. Dependendo do material, essas peças geralmente atingem de 60% a 80% de sua densidade teórica (potencialmente mais para metais específicos), tornando-as pré-formas ideais para sinterização final ou Prensagem Isostática a Quente (HIP).
Variações na Produção: Úmido vs. Seco
Prensagem Isostática a Úmido
Nesta variação, o molde preenchido é selado fora do vaso e, em seguida, totalmente submerso no fluido de pressão. Este método é ideal para produzir formas grandes, complexas ou incomuns. No entanto, é um processo em batelada com um tempo de ciclo mais lento, geralmente levando entre 5 a 30 minutos.
Prensagem Isostática a Seco
Aqui, o molde flexível é fixado diretamente dentro do vaso de pressão. O pó é despejado no molde, pressurizado e removido sem que o molde saia do vaso. Isso permite automação e tempos de ciclo muito mais rápidos (geralmente abaixo de 1 minuto), tornando-o adequado para produção em massa de alto volume de formas mais simples.
Compreendendo os Compromissos
Precisão Dimensional
Como o molde é flexível, a CIP não pode garantir a alta tolerância dimensional da prensagem por matriz rígida. As superfícies resultantes são frequentemente irregulares ou "ásperas". Consequentemente, as peças geralmente requerem usinagem pós-processamento para atingir sua forma final líquida.
Velocidade de Processamento vs. Integridade
Embora a CIP produza integridade estrutural interna superior, ela é geralmente mais lenta do que os métodos de prensagem mecânica. O uso de dinâmica de fluidos e gerenciamento de selos adiciona complexidade ao ciclo de fabricação.
Limitações de Densidade
A CIP é principalmente uma etapa de pré-processamento. Embora atinja alta densidade *verde*, a peça permanece porosa em comparação com um componente totalmente derretido ou fundido. Ela deve passar por sinterização (queima) para atingir sua resistência final e densidade total.
Fazendo a Escolha Certa para o Seu Objetivo
- Se o seu foco principal é a integridade do material: A CIP é superior para minimizar defeitos, garantindo que a peça encolha uniformemente durante a queima sem empenar ou rachar.
- Se o seu foco principal são geometrias complexas: Escolha o processo a Úmido, pois ele acomoda formas intrincadas e grandes relações de aspecto que matrizes rígidas não conseguem liberar.
- Se o seu foco principal é a produção de alto volume: Opte pelo processo a Seco para atingir tempos de ciclo rápidos para componentes simples como isoladores de velas de ignição ou esferas de moagem.
A CIP é a solução de fabricação definitiva quando a uniformidade interna e a estrutura de material de alta qualidade são mais críticas do que a velocidade de produção bruta ou a precisão dimensional "fora da caixa".
Tabela Resumo:
| Aspecto | CIP a Úmido | CIP a Seco |
|---|---|---|
| Melhor Para | Formas complexas, peças grandes | Alto volume, formas simples |
| Tempo de Ciclo | 5-30 minutos (batelada) | <1 minuto (automatizado) |
| Processo | Molde submerso em fluido | Molde fixo dentro do vaso |
| Vantagem Chave | Flexibilidade geométrica | Velocidade de produção |
Precisa produzir peças de cerâmica ou metal de alta integridade com densidade uniforme?
A KINTEK é especializada em máquinas de prensagem de laboratório avançadas, incluindo prensas isostáticas, projetadas para atender às demandas precisas de pesquisa e desenvolvimento de laboratório. Nossas soluções de Prensagem Isostática a Frio (CIP) ajudam você a alcançar integridade superior do material e minimizar defeitos em seus pós compactados.
Entre em contato conosco hoje para explorar como nossa tecnologia confiável de prensas isostáticas pode aprimorar seu fluxo de trabalho de processamento de materiais e entregar resultados consistentes e de alta qualidade.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
















