A Prensagem Isostática a Frio (CIP) enfrenta desafios primários relacionados à baixa precisão geométrica, altos custos de capital e complexidade operacional. Embora o processo entregue uma densidade uniforme excepcional, a dependência de moldes flexíveis de elastômero limita a precisão dimensional, muitas vezes exigindo usinagem secundária extensiva. Além disso, as pressões extremas necessárias exigem máquinas robustas e caras e protocolos de segurança rigorosos.
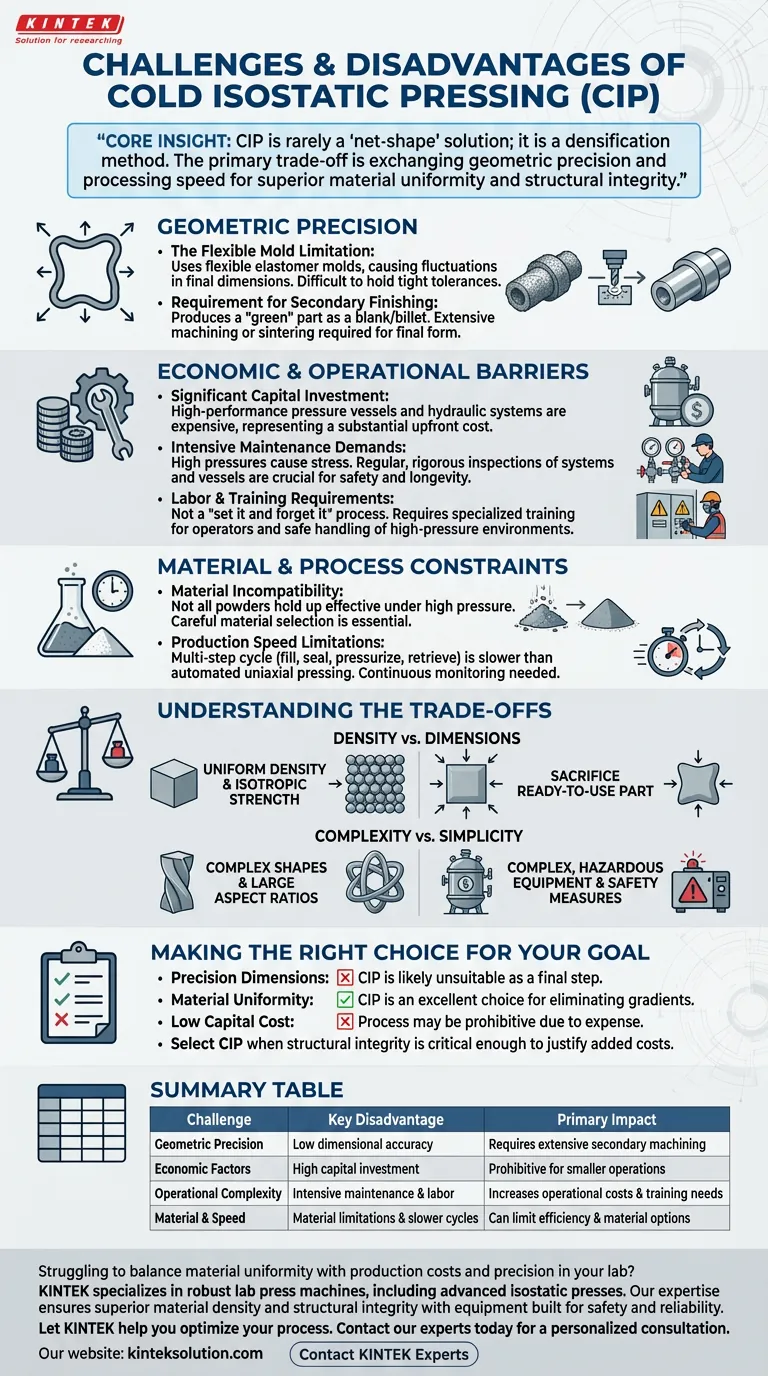
Insight Principal: O CIP raramente é uma solução de "forma líquida"; é um método de densificação. A principal troca é trocar a precisão geométrica e a velocidade de processamento por uniformidade superior do material e integridade estrutural.

O Desafio da Precisão Geométrica
A Limitação do Molde Flexível
Uma desvantagem notável do CIP é sua baixa precisão geométrica. Como o processo usa moldes flexíveis de elastômero (bolsas) em vez de matrizes rígidas, as dimensões finais da peça compactada podem flutuar. Essa falta de rigidez torna difícil manter tolerâncias apertadas durante o estágio de prensagem.
Necessidade de Acabamento Secundário
O CIP produz uma peça "bruta" ou "verde" que normalmente atua como um tarugo ou lingote. Como a forma inicial não é precisa, processos de acabamento adicionais são quase sempre necessários. Os fabricantes devem considerar tempo e custo extras para usinar ou sinterizar a peça em sua forma final.
Barreiras Econômicas e Operacionais
Investimento de Capital Significativo
A implementação do CIP requer vasos de pressão e sistemas hidráulicos de alto desempenho. O equipamento é caro, representando um investimento de capital inicial substancial. Essa barreira de entrada pode ser proibitiva para operações menores ou corridas de produção de baixo volume.
Demandas Intensivas de Manutenção
As altas pressões envolvidas colocam imensa tensão nas máquinas. Para evitar falhas no equipamento, os operadores devem realizar manutenção regular, incluindo inspeções frequentes de sistemas hidráulicos e vasos de pressão. Negligenciar essa manutenção compromete tanto a segurança quanto a longevidade do processo.
Requisitos de Mão de Obra e Treinamento
O CIP não é uma operação "configure e esqueça". Ele tem requisitos de mão de obra específicos que muitas vezes exigem treinamento especializado para os operadores. Gerenciar efetivamente o processo requer otimizar fluxos de trabalho e garantir que a equipe possa lidar com segurança com ambientes de alta pressão.
Restrições de Material e Processo
Incompatibilidade de Materiais
Nem todos os pós respondem bem à prensagem isostática. Existem limitações de material distintas, pois certos compostos não se comportam efetivamente sob as condições de alta pressão exigidas pelo CIP. A seleção cuidadosa do material é essencial para garantir que o pó crie um compactado viável.
Limitações de Velocidade de Produção
O processo envolve o enchimento de moldes, selagem, colocação em um vaso, pressurização e, em seguida, a recuperação da peça. Esse ciclo é geralmente mais lento do que a prensagem uniaxial automatizada. Sem monitoramento contínuo e ajustes de processo, a eficiência pode sofrer, levando a um aumento de resíduos.
Compreendendo as Trocas
Densidade versus Dimensões
A troca central no CIP é entre qualidade interna e precisão externa. Você obtém densidade uniforme e resistência isotrópica (igual em todas as direções) porque a pressão é aplicada por meio de um fluido com base na lei de Pascal. No entanto, você sacrifica a capacidade de produzir uma peça pronta para uso diretamente do molde.
Complexidade versus Simplicidade
O CIP permite a compactação de formas complexas e peças com grandes relações de aspecto que matrizes rígidas não conseguem manusear. A desvantagem é que o equipamento necessário para alcançar isso é significativamente mais complexo e perigoso do que a prensagem mecânica padrão, exigindo medidas de segurança robustas para gerenciar a energia armazenada no vaso de pressão.
Fazendo a Escolha Certa para o Seu Objetivo
Se você está avaliando a Prensagem Isostática a Frio para sua linha de fabricação, considere estes alinhamentos específicos:
- Se o seu foco principal são Dimensões de Precisão: O CIP é provavelmente inadequado como etapa final; planeje usinagem significativa ou considere métodos de prensagem com matriz rígida.
- Se o seu foco principal é Uniformidade do Material: O CIP é uma excelente escolha, pois elimina gradientes de densidade e evita distorções durante a sinterização subsequente.
- Se o seu foco principal é Baixo Custo de Capital: Este processo pode ser proibitivo devido ao custo de vasos de alta pressão e infraestrutura de segurança necessária.
Selecione o CIP quando a integridade estrutural do material for crítica o suficiente para justificar os custos adicionais de equipamento e pós-processamento.
Tabela Resumo:
| Desafio | Principal Desvantagem | Impacto Primário |
|---|---|---|
| Precisão Geométrica | Baixa precisão dimensional de moldes flexíveis | Requer usinagem secundária extensiva |
| Fatores Econômicos | Alto investimento de capital para equipamentos | Proibitivo para operações menores |
| Complexidade Operacional | Manutenção intensiva e mão de obra especializada | Aumenta custos operacionais e necessidades de treinamento |
| Material e Velocidade | Limitações de material e ciclos de produção mais lentos | Pode limitar a eficiência e as opções de material |
Lutando para equilibrar a uniformidade do material com os custos de produção e a precisão em seu laboratório?
Na KINTEK, nos especializamos no projeto e fornecimento de máquinas de prensagem de laboratório robustas, incluindo prensas isostáticas avançadas, que ajudam você a superar esses desafios. Nossa experiência garante que você alcance a densidade superior do material e a integridade estrutural do CIP com equipamentos construídos para segurança, confiabilidade e suas necessidades específicas de laboratório.
Deixe a KINTEK ajudá-lo a otimizar seu processo. Entre em contato com nossos especialistas hoje para uma consulta personalizada para encontrar a solução de prensa certa para sua aplicação.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
















