Em resumo, as principais vantagens da Prensagem Isostática a Frio (CIP) são a capacidade de produzir componentes com densidade e resistência altamente uniformes, mesmo em formas complexas ou grandes. Isso é alcançado pela aplicação de pressão igual de todas as direções, o que consolida um pó em uma forma sólida com defeitos internos mínimos e alta "resistência verde", tornando-o robusto o suficiente para manuseio antes do processo final de endurecimento.
O valor fundamental da Prensagem Isostática a Frio reside em seu método exclusivo de aplicação de pressão. Ao usar um fluido para pressionar um pó de todos os lados simultaneamente, a CIP supera as limitações centrais da prensagem unidirecional tradicional, resultando em peças estruturalmente superiores e mais complexas.

Como a Prensagem Isostática a Frio Proporciona Resultados Superiores
Para entender os benefícios da CIP, você deve primeiro compreender seu mecanismo central. Diferentemente da prensagem uniaxial tradicional que aplica força de uma ou duas direções, a CIP coloca o pó em um molde flexível e o submerge em um vaso de pressão preenchido com fluido.
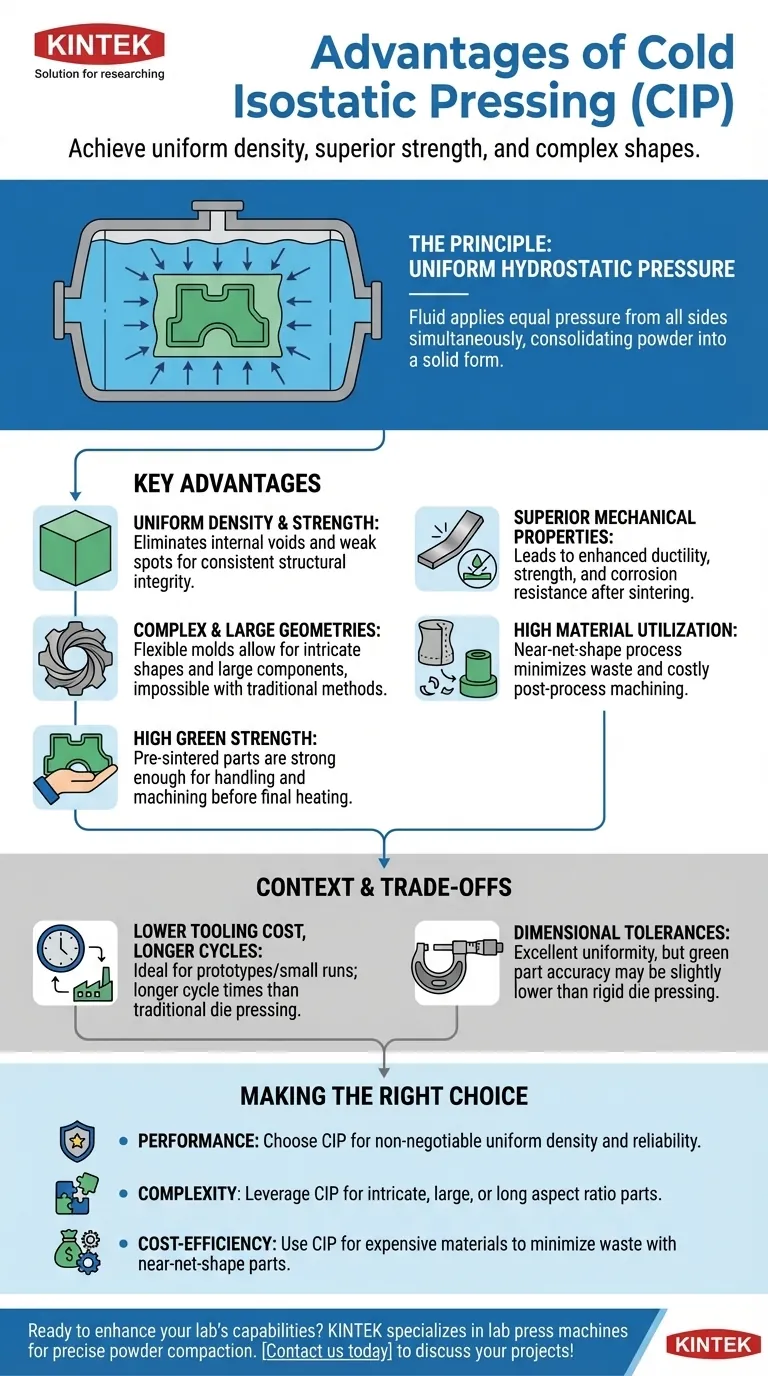
O Princípio: Pressão Uniforme
O processo aplica pressão hidrostática constante e uniforme em todas as superfícies do molde. Essa pressão equilibrada transforma o pó solto em um sólido densamente compactado.
Este método elimina os gradientes de pressão e o atrito nas paredes da matriz que são comuns na prensagem uniaxial, os quais frequentemente levam a variações de densidade dentro de uma peça.
O Resultado: Densidade e Resistência Uniformes
Como a pressão é aplicada igualmente de todas as direções, o componente resultante possui uma densidade notavelmente uniforme. Essa homogeneidade é crítica porque elimina vazios internos e pontos fracos.
Uma peça uniformemente densa possui resistência consistente em toda a sua estrutura, tornando-a muito mais confiável para aplicações exigentes onde a integridade estrutural é primordial.
A Versatilidade: Geometrias Complexas e Grandes
O uso de um molde flexível, semelhante a borracha, liberta o processo das restrições de matrizes metálicas rígidas. Isso permite a produção de peças com formas altamente complexas, reentrâncias ou características irregulares que são impossíveis com outros métodos de prensagem.
Além disso, a CIP não é limitada pelo tamanho da peça da mesma forma que a prensagem tradicional. Pode produzir componentes muito grandes, sendo o único limite o tamanho do próprio vaso de pressão. É também excepcionalmente boa na formação de peças com longas relações de aspecto, como hastes ou tubos.
Os Benefícios Tangíveis na Produção
A física exclusiva da CIP traduz-se diretamente em melhorias mensuráveis nas propriedades do material e na eficiência da produção.
"Resistência Verde" Aprimorada
A CIP produz uma peça pré-sinterizada com resistência "verde" excepcionalmente alta. Isso significa que a peça compactada é forte o suficiente para suportar manuseio, manipulação e até mesmo usinagem antes da etapa final de sinterização (aquecimento).
Essa robustez reduz o risco de quebra durante a produção e simplifica os processos de fabricação subsequentes.
Propriedades Mecânicas Superiores
A alta densidade uniforme alcançada através da CIP leva diretamente a propriedades aprimoradas do material final após a sinterização. Isso inclui melhorias na ductilidade, resistência geral e resistência à corrosão.
O processo é particularmente eficaz para compactar pós quebradiços, finos ou de alto desempenho, como cerâmicas e metais refratários, que são difíceis de processar de outra forma.
Alta Utilização de Material
A CIP é um processo de quase-forma final (near-net-shape), o que significa que a peça "verde" inicial está muito próxima das dimensões finais desejadas. Isso reduz drasticamente a necessidade de usinagem pós-processo.
Ao minimizar a remoção de material, a CIP reduz significativamente o desperdício. Isso proporciona uma vantagem de custo substancial, especialmente ao trabalhar com materiais caros ou avançados.
Compreendendo os Compromissos
Embora poderosa, a CIP não é a solução universal para todas as necessidades de compactação de pó. Entender seu contexto é fundamental para usá-la de forma eficaz.
Ferramental e Volume de Produção
Os moldes flexíveis usados na CIP são geralmente menos caros de criar do que os moldes de aço endurecido usados na prensagem uniaxial, especialmente para pequenos lotes de produção ou protótipos.
No entanto, esses moldes têm uma vida útil mais curta e o tempo de ciclo geral da CIP pode ser mais longo. Para produção de altíssimo volume de formas simples, a prensagem em matriz tradicional continua frequentemente sendo mais econômica.
Tolerâncias Dimensionais
Embora a CIP forneça excelente uniformidade, a precisão dimensional absoluta de uma peça "verde" de um molde flexível pode ser ligeiramente menor do que a produzida em uma matriz rígida.
As dimensões finais são tipicamente alcançadas durante o processo de sinterização, mas esta é uma consideração crítica para componentes que requerem tolerâncias extremamente rigorosas antes que qualquer aquecimento seja aplicado.
Uma Etapa Intermediária
É crucial reconhecer que a CIP é um processo de compactação de pó, não uma etapa final de fabricação. O compactado "verde" resultante quase sempre requer uma etapa subsequente de sinterização ou prensagem isostática a quente (HIP) para fundir as partículas e atingir as propriedades finais e endurecidas do material.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo de fabricação correto depende inteiramente das prioridades específicas do seu projeto.
- Se o seu foco principal é desempenho e confiabilidade: Escolha CIP quando a densidade e resistência uniformes forem inegociáveis para eliminar falhas internas e potenciais pontos de falha.
- Se o seu foco principal é a complexidade geométrica: Aproveite a CIP quando precisar produzir peças com formas intrincadas, tamanhos grandes ou longas relações de aspecto que são impossíveis com a prensagem tradicional.
- Se o seu foco principal é a eficiência de custos com materiais caros: Use CIP para criar peças de quase-forma final que minimizam o desperdício de material e os custos de usinagem pós-processamento.
Em última análise, a Prensagem Isostática a Frio permite que os engenheiros criem componentes superiores, superando as limitações fundamentais dos métodos tradicionais de compactação de pó.
Tabela Resumo:
| Vantagem | Descrição |
|---|---|
| Densidade Uniforme | Pressão igual de todas as direções elimina vazios e pontos fracos para resistência consistente. |
| Formas Complexas | Moldes flexíveis permitem a produção de geometrias intrincadas e peças grandes impossíveis com métodos tradicionais. |
| Alta Resistência Verde | Peças pré-sinterizadas robustas resistem ao manuseio e usinagem, reduzindo os riscos de quebra. |
| Propriedades Superiores | Melhora a ductilidade, resistência e resistência à corrosão após a sinterização, ideal para cerâmicas e metais. |
| Eficiência de Material | Processo de quase-forma final minimiza o desperdício e os custos de usinagem, especialmente com materiais caros. |
Pronto para aprimorar as capacidades do seu laboratório com compactação de pó precisa e eficiente? A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às necessidades de laboratórios que trabalham com cerâmicas, metais e outros materiais avançados. Nossas soluções ajudam você a alcançar densidade uniforme, formas complexas e propriedades de material superiores, ao mesmo tempo que reduz o desperdício e os custos. Entre em contato conosco hoje para discutir como nossa tecnologia CIP pode beneficiar seus projetos e impulsionar a inovação em sua pesquisa!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
















