A Prensagem Isostática a Frio (CIP) é uma técnica de consolidação de pó utilizada na produção em massa de cerâmicas avançadas para criar componentes de alta densidade e complexos, aplicando pressão hidrostática uniforme a um molde flexível. Ao contrário da prensagem uniaxial que exerce força de uma única direção, a CIP submete o pó cerâmico a uma pressão igual de todos os lados, resultando em peças com uniformidade microestrutural superior e precisão de forma próxima à final (near-net-shape).
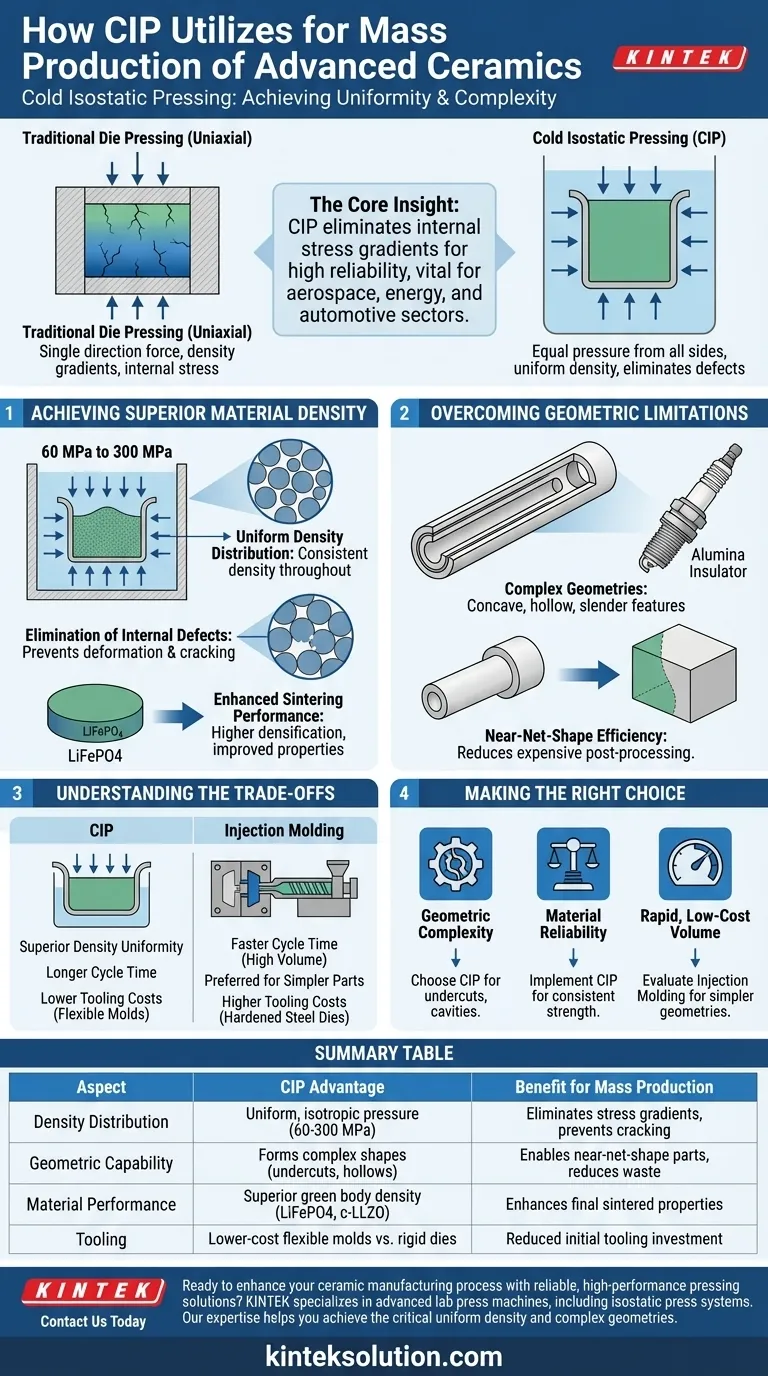
A Ideia Central Embora a prensagem em matriz tradicional seja mais rápida para formas simples, a CIP é indispensável para a produção em massa de cerâmicas que exigem distribuições de densidade uniformes e geometrias complexas. Ela elimina os gradientes de tensão interna que levam a rachaduras, garantindo alta confiabilidade para componentes críticos nos setores aeroespacial, de energia e automotivo.

Alcançando Densidade Superior do Material
A principal vantagem técnica da CIP na produção em massa é sua capacidade de manipular a microestrutura do "corpo verde" cerâmico (a peça não sinterizada) antes da sinterização.
Distribuição Uniforme de Densidade
Na fabricação tradicional, o atrito contra as paredes da matriz cria gradientes de densidade. A CIP elimina isso usando dinâmica de fluidos para aplicar pressão — frequentemente variando de 60 MPa a 300 MPa — uniformemente em toda a superfície. Isso resulta em um corpo verde com densidade consistente em toda a peça.
Eliminação de Defeitos Internos
Como a pressão é isotrópica (igual em todas as direções), os poros macroscópicos entre as partículas são efetivamente fechados. Esse rearranjo de partículas evita concentrações de tensão que normalmente causam deformação ou rachaduras durante a fase de sinterização em alta temperatura.
Desempenho de Sinterização Aprimorado
Para materiais avançados como LiFePO4 ou c-LLZO (eletrólitos de bateria de estado sólido), essa densidade é crítica. A CIP cria uma estrutura compacta que permite maior densificação durante a queima, melhorando significativamente a condutividade iônica e a resistência mecânica.
Superando Limitações Geométricas
A produção em massa geralmente enfrenta dificuldades com formas complexas; a CIP resolve isso desacoplando o processo de conformação de ferramentas de metal rígidas.
Produção de Geometrias Complexas
A CIP é capaz de formar formas que são impossíveis para a prensagem em matriz uniaxial. Isso inclui componentes com características côncavas, ocas ou esbeltas. Um exemplo clássico de produção em massa é o isolador de alumina encontrado em velas de ignição, que requer uma geometria interna específica e alongada.
Eficiência de Forma Próxima à Final (Near-Net-Shape)
O processo produz peças que estão muito próximas de suas dimensões finais. Essa capacidade de "forma próxima à final" reduz significativamente a necessidade de pós-processamento caro e demorado (usinagem), levando a economias substanciais de matéria-prima.
Entendendo as Compensações
Para tomar uma decisão objetiva, você deve ponderar os benefícios da CIP em relação a outros métodos industriais como a moldagem por injeção.
Tempo de Ciclo vs. Qualidade
Embora a CIP ofereça uniformidade de densidade superior, ela geralmente tem um tempo de ciclo mais longo do que a moldagem por injeção. A moldagem por injeção é frequentemente preferida para lotes de alto volume de peças menores e menos críticas, onde a velocidade é a prioridade em relação à perfeição microestrutural.
Custos de Ferramental
A CIP geralmente usa moldes flexíveis (como sacos de borracha), que têm custos de ferramental mais baixos em comparação com as matrizes de aço endurecido caras exigidas para moldagem por injeção ou prensagem a seco. No entanto, a vida útil desses moldes flexíveis pode ser mais curta, exigindo uma estratégia de manutenção diferente para linhas de produção em massa.
Fazendo a Escolha Certa para o Seu Objetivo
Ao integrar a Prensagem Isostática a Frio em um fluxo de trabalho de fabricação, considere seus requisitos de desempenho específicos.
- Se o seu foco principal é a complexidade geométrica: Escolha a CIP para peças com rebaixos, relações de aspecto longas ou cavidades internas que matrizes rígidas não conseguem liberar.
- Se o seu foco principal é a confiabilidade do material: Implemente a CIP para eliminar gradientes de densidade em cerâmicas de alto desempenho, garantindo retração e resistência consistentes após a sinterização.
- Se o seu foco principal é o volume rápido e de baixo custo: Avalie se a moldagem por injeção pode atender aos seus padrões de qualidade, pois pode oferecer maior taxa de produção para geometrias mais simples.
Ao alavancar a CIP, os fabricantes podem preencher a lacuna entre a ciência dos materiais e a produção em massa, entregando cerâmicas avançadas que não comprometem a integridade estrutural.
Tabela Resumo:
| Aspecto | Vantagem da CIP | Benefício para Produção em Massa |
|---|---|---|
| Distribuição de Densidade | Pressão uniforme e isotrópica (60-300 MPa) | Elimina gradientes de tensão interna, previne rachaduras durante a sinterização |
| Capacidade Geométrica | Forma geometrias complexas (rebaixos, cavidades, características esbeltas) | Permite peças de forma próxima à final, reduz pós-processamento e desperdício de material |
| Desempenho do Material | Densidade superior do corpo verde para materiais como LiFePO4, c-LLZO | Melhora as propriedades finais sinterizadas (condutividade iônica, resistência mecânica) |
| Ferramental | Moldes flexíveis de menor custo vs. matrizes rígidas | Redução do investimento inicial em ferramental para peças complexas |
Pronto para aprimorar seu processo de fabricação de cerâmica com soluções de prensagem confiáveis e de alto desempenho?
Na KINTEK, nos especializamos em máquinas de prensagem de laboratório avançadas, incluindo sistemas de prensagem isostática, projetados para atender às rigorosas demandas de ambientes de laboratório e P&D. Nossa experiência ajuda você a alcançar a densidade uniforme e as geometrias complexas críticas para o desenvolvimento de cerâmicas avançadas de próxima geração.
Entre em contato conosco hoje mesmo para discutir como nossa tecnologia de prensagem pode preencher a lacuna entre sua ciência de materiais e seus objetivos de produção.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
















