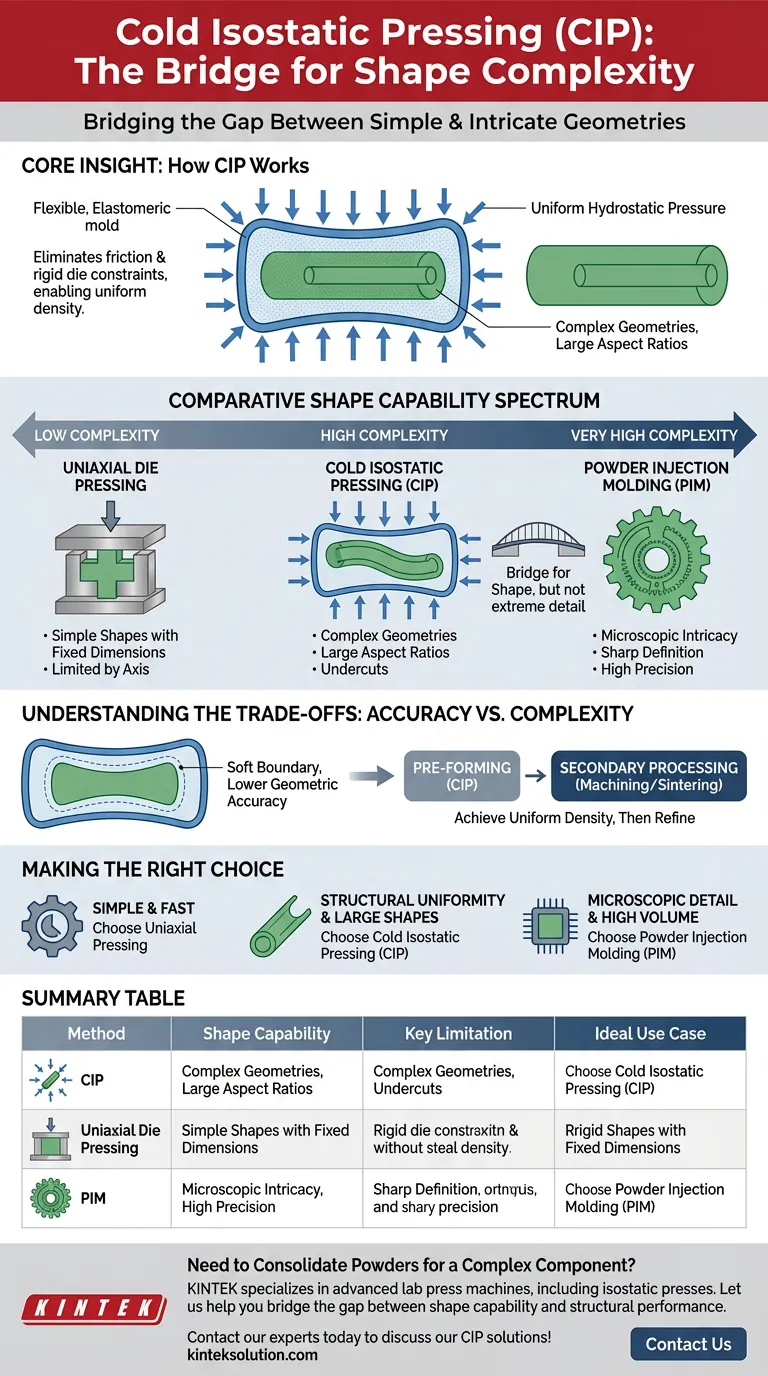
No espectro dos métodos de consolidação de pós, a Prensagem Isostática a Frio (CIP) atua como uma ponte funcional para a complexidade de forma. Ela supera significativamente a prensagem uniaxial padrão ao permitir a criação de componentes com grandes relações de aspecto e rebaixos, mas geralmente carece da capacidade de reproduzir a complexidade microscópica e a definição nítida alcançáveis com a Moldagem por Injeção de Pós (PIM).
Insight Principal: A CIP atinge sua versatilidade aplicando pressão hidrostática uniforme através de um molde flexível, eliminando o atrito e as restrições geométricas das matrizes rígidas. Embora isso permita geometrias complexas como tubos longos e interiores ocos, a flexibilidade do molde inevitavelmente sacrifica a precisão geométrica de alta tolerância encontrada na moldagem por injeção.

A Mecânica da Flexibilidade de Forma
Para entender por que a CIP tem um desempenho melhor que alguns métodos, mas pior que outros, você deve observar como a força é aplicada ao pó.
A Vantagem da Pressão Isostática
Ao contrário da prensagem uniaxial, que aplica força ao longo de um único eixo, a CIP aplica pressão uniformemente de todas as direções.
Isso utiliza um meio fluido para transmitir pressão hidráulica igualmente contra a superfície do molde.
Como não há atrito na parede da matriz a ser superado, a densidade permanece consistente em toda a peça, mesmo em formas complexas ou alongadas.
O Papel dos Moldes Elastoméricos
A CIP utiliza moldes flexíveis feitos de borracha ou materiais elastoméricos semelhantes, em vez de matrizes de metal rígidas.
Essa flexibilidade é a chave para sua capacidade de forma.
Ela permite a formação de geometrias que seriam impossíveis de ejetar de uma matriz rígida, como tubos longos, camadas de eletrólitos sólidos e ferrites complexos.
Análise Comparativa de Capacidade
Ao selecionar um processo de fabricação, é útil visualizar a CIP em relação às suas alternativas primárias.
CIP vs. Prensagem em Matriz Uniaxial
A prensagem uniaxial é estritamente limitada a formas simples com dimensões fixas.
Como ela pressiona de cima para baixo, não pode acomodar contornos complexos ou peças com relações significativas de comprimento para diâmetro sem sofrer gradientes de densidade.
A CIP contorna essas limitações inteiramente, oferecendo uniformidade superior e a capacidade de formar geometrias complexas que uma prensa vertical rígida não consegue alcançar.
CIP vs. Moldagem por Injeção de Pós (PIM)
Embora a CIP seja versátil, ela é considerada inferior à PIM em relação à complexidade extrema.
A PIM envolve a injeção de um material em uma cavidade rígida, permitindo a replicação de características minúsculas, cantos vivos e detalhes externos altamente complexos.
A CIP é mais adequada para componentes maiores, de "forma próxima à rede", enquanto a PIM é o padrão para peças pequenas, intrincadas e de alta precisão.
Entendendo os Compromissos: Precisão vs. Complexidade
Embora a CIP permita formas complexas, há um compromisso crítico em relação à precisão geométrica.
O Desafio da Precisão
A própria característica que permite a complexidade — o molde flexível — também é uma fonte de imprecisão.
Como o molde cria uma fronteira "suave", a peça verde resultante (o pó compactado antes da sinterização) geralmente tem menor precisão geométrica em comparação com peças prensadas em matrizes rígidas.
Estratégias de Mitigação
Para resolver isso, a CIP é frequentemente usada como uma operação de pré-formação.
O processo produz uma peça com alta densidade verde uniforme (60% a 80% da densidade teórica).
Essa peça uniformemente densa pode então ser usinada ou sinterizada para atingir as dimensões finais e precisas, combinando efetivamente a integridade estrutural da CIP com a precisão do processamento secundário.
Fazendo a Escolha Certa para Seus Objetivos de Fabricação
Selecionar o método correto requer o equilíbrio entre sua necessidade de complexidade geométrica e seus requisitos de tolerância e volume de produção.
- Se seu foco principal é geometria simples e alta velocidade: Escolha a Prensagem Uniaxial, pois é mais rápida e suficiente para peças com dimensões fixas e simples.
- Se seu foco principal é uniformidade estrutural em formas grandes ou tubulares: Escolha a Prensagem Isostática a Frio (CIP) para garantir densidade consistente em geometrias complexas que matrizes rígidas não suportam.
- Se seu foco principal é detalhe microscópico e complexidade em alto volume: Escolha a Moldagem por Injeção de Pós (PIM), pois oferece a maior flexibilidade para características intrincadas.
Em última análise, a CIP é a escolha superior quando seu componente requer alta integridade de material e uma forma que desafia as restrições de uma prensa de eixo único, desde que você possa acomodar um pós-processamento menor para as tolerâncias finais.
Tabela Resumo:
| Método | Capacidade de Complexidade de Forma | Limitação Chave | Caso de Uso Ideal |
|---|---|---|---|
| Prensagem Isostática a Frio (CIP) | Alta - Geometrias complexas, grandes relações de aspecto, rebaixos | Menor precisão geométrica devido a moldes flexíveis | Peças grandes, de forma próxima à rede, que requerem densidade uniforme (por exemplo, tubos, eletrólitos sólidos) |
| Prensagem em Matriz Uniaxial | Baixa - Formas simples com dimensões fixas | Gradientes de densidade e restrições geométricas | Produção simples e de alta velocidade de formas básicas |
| Moldagem por Injeção de Pós (PIM) | Muito Alta - Detalhe microscópico, cantos vivos, alta complexidade | Maior complexidade e custo para ferramentas | Peças pequenas, de alta precisão, intrincadas em grandes volumes |
Precisa Consolidar Pós para um Componente Complexo?
Escolher o método de prensagem correto é crucial para alcançar a complexidade de forma e a integridade de material desejadas em seu laboratório. A KINTEK é especializada em máquinas de prensagem de laboratório avançadas, incluindo prensas isostáticas projetadas para densidade uniforme em geometrias complexas.
Deixe-nos ajudá-lo a preencher a lacuna entre a capacidade de forma e o desempenho estrutural. Nossa expertise garante que você selecione o equipamento ideal para suas necessidades específicas de consolidação de pós, seja para P&D ou produção.
Entre em contato com nossos especialistas em prensagem hoje mesmo para discutir como nossas soluções CIP podem aprimorar seu processo de fabricação!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual é a função principal de uma Prensa Isostática a Frio (CIP) na preparação de NASICON? Alcançar 96% da Densidade Teórica
- Como uma Prensa Isostática a Frio (CIP) facilita a preparação de corpos verdes de carboneto de silício (SiC) dopados com CaO?
- Como uma Prensa Isostática a Frio (CIP) aumenta a densidade de corrente Bi-2223/Ag? Aumente a Supercondutividade com Pressão Uniforme
- Para que tipos de materiais e aplicações os sistemas automatizados de CIP são particularmente benéficos? Desbloqueie a Pureza e Formas Complexas
- Por que a Prensagem Isostática a Frio (CIP) é aplicada após a prensagem uniaxial? Otimizar a Densidade do Precursor de Supercondutor










