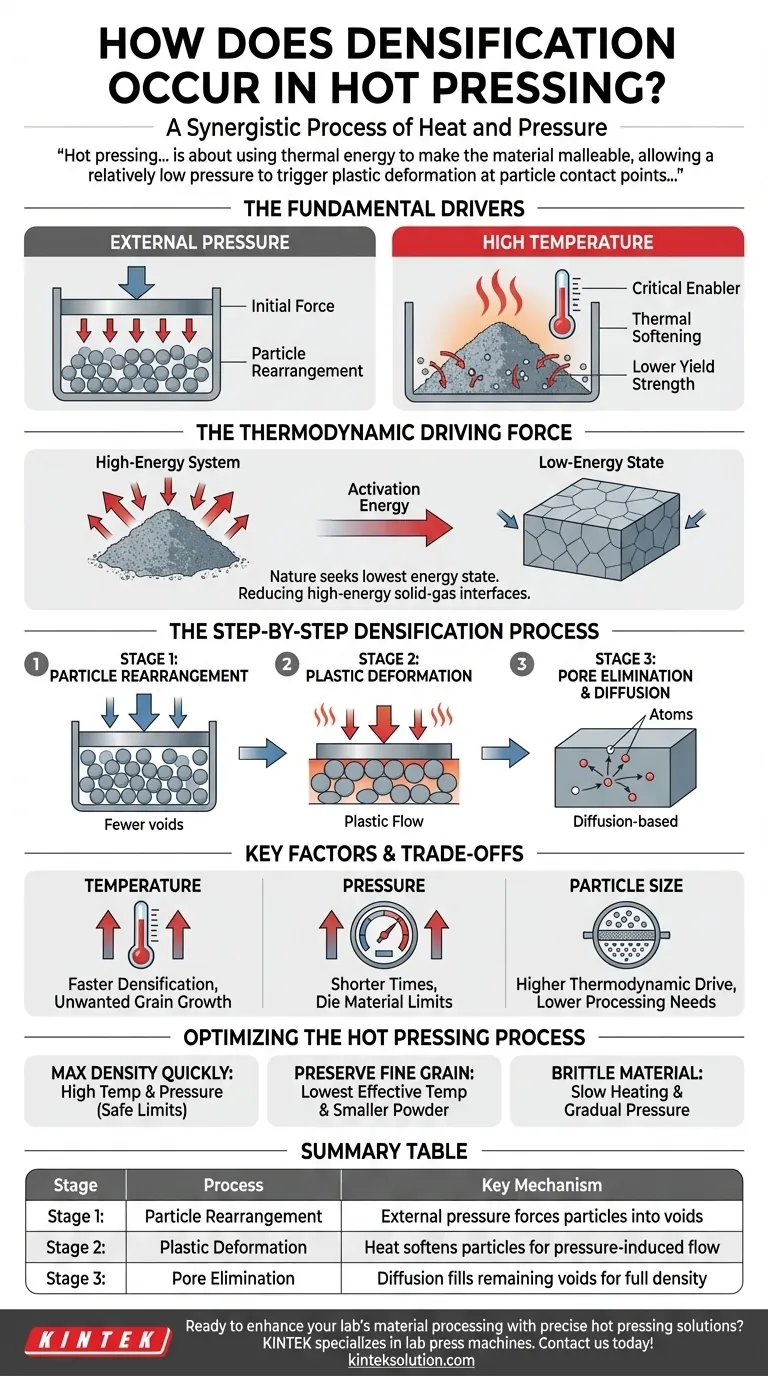
Em sua essência, o adensamento na prensagem a quente é um processo sinérgico onde a alta temperatura amolece um material em pó, permitindo que a pressão externa force as partículas a se juntarem. Essa combinação elimina os espaços vazios, ou poros, entre elas, fundindo o pó em um componente sólido e denso.
A prensagem a quente não se trata apenas de espremer partículas. Trata-se de usar energia térmica para tornar o material maleável, permitindo que uma pressão relativamente baixa desencadeie a deformação plástica nos pontos de contato das partículas, que é o principal mecanismo para atingir alta densidade.

Os Motores Fundamentais do Adensamento
Para entender como funciona a prensagem a quente, você deve primeiro compreender as duas forças em ação: a força externa da pressão e a força motriz interna criada pela temperatura.
O Papel da Pressão Externa
A pressão aplicada serve como a força inicial e constante para a consolidação. Ela impulsiona o primeiro estágio do adensamento ao causar o rearranjo das partículas.
Imagine um recipiente de cascalho solto. Agitá-lo faz com que as pedras se acomodem em uma disposição mais apertada. Na prensagem a quente, a pressão externa realiza isso de forma muito mais eficaz, forçando as partículas do pó a deslizar umas sobre as outras para uma configuração mais compacta.
O Papel da Alta Temperatura
A temperatura é o facilitador crítico. À medida que o material aquece, seus átomos vibram mais intensamente, enfraquecendo as ligações que os mantêm em uma estrutura rígida. Isso torna o material mais macio e mais suscetível a mudar de forma.
Esse amolecimento térmico reduz drasticamente o limite de escoamento do material, que é a tensão necessária para causar deformação permanente.
A Força Motriz Termodinâmica
Em um nível microscópico, uma coleção de pó solto é um sistema de alta energia. Isso ocorre porque a vasta quantidade de área superficial das partículas contém uma energia livre de superfície significativa. A natureza sempre busca o estado de menor energia. Ao se fundir e substituir interfaces sólido-gás de alta energia (superfícies de partículas) por interfaces sólido-sólido de menor energia (contornos de grão), a energia livre total do sistema diminui. A alta temperatura fornece a energia de ativação necessária para que esse processo ocorra.
O Processo de Adensamento Passo a Passo
O adensamento não é instantâneo. Ele progride através de estágios distintos, muitas vezes sobrepostos, à medida que a temperatura e a pressão são aplicadas.
Estágio 1: Rearranjo de Partículas
Quando a pressão é aplicada pela primeira vez, as partículas são empurradas mecanicamente para os vazios entre seus vizinhos. Essa compactação inicial quebra quaisquer estruturas soltas ou "pontes", levando a um aumento significativo e rápido na densidade geral da peça.
Estágio 2: Deformação Plástica
Este é o cerne do processo de prensagem a quente. À medida que a temperatura aumenta, os pontos de contato entre as partículas ficam macios. A pressão externa constante força agora esses pontos amolecidos a se deformarem e achatarem, um mecanismo conhecido como fluxo plástico.
Esse achatamento aumenta drasticamente a área de contato entre as partículas, espremendo os poros que estavam presos entre elas. A eficiência desta etapa é o que distingue a prensagem a quente da sinterização sem pressão.
Estágio 3: Eliminação de Poros e Difusão
No estágio final, a maioria dos poros foi fechada. Os vazios restantes são tipicamente pequenos e isolados dentro do material. Estes são eliminados através de mecanismos mais lentos, baseados em difusão, onde os átomos migram para preencher as vacâncias, levando à aproximação final de 100% da densidade teórica.
Fatores Chave e Seus Trade-offs
Controlar o resultado da prensagem a quente requer um equilíbrio cuidadoso de seus parâmetros centrais. Cada escolha envolve um trade-off que afeta as propriedades finais do componente.
O Impacto da Temperatura
Temperaturas mais altas aceleram o fluxo plástico e a difusão, levando a um adensamento mais rápido e completo. No entanto, temperaturas excessivas podem causar crescimento de grão indesejado, o que muitas vezes pode degradar as propriedades mecânicas do material, como resistência e dureza.
O Impacto da Pressão
Aumentar a pressão melhora a força motriz para o rearranjo e o fluxo plástico. Isso pode encurtar os tempos de processamento e ajudar a adensar materiais em temperaturas mais baixas. A principal limitação é a resistência mecânica do material do molde, tipicamente grafite, que pode falhar sob pressão excessiva.
O Impacto do Tamanho da Partícula
O processo é mais eficaz com partículas iniciais menores. Partículas menores possuem uma maior razão área de superfície/volume, o que significa que têm maior energia livre superficial. Isso fornece um impulso termodinâmico mais forte para o adensamento, permitindo que o processo ocorra em temperaturas mais baixas e tempos mais curtos.
Otimizando o Processo de Prensagem a Quente
Ajustar os parâmetros do processo é essencial para atingir seus objetivos específicos de material e componente.
- Se o seu foco principal é atingir a densidade máxima rapidamente: Utilize temperaturas e pressões mais altas, mantendo-se dentro dos limites operacionais seguros do seu material e equipamento.
- Se o seu foco principal é preservar uma estrutura de grão fina para propriedades mecânicas superiores: Use a temperatura mais baixa eficaz e combine-a com pós iniciais menores para promover o adensamento sem induzir o crescimento de grãos.
- Se você está trabalhando com um material quebradiço ou sensível: Empregue uma taxa de aquecimento mais lenta e uma aplicação gradual de pressão para evitar rachaduras devido a choque térmico ou estresse mecânico.
Dominar a interação entre calor, pressão e seu material de partida é o caminho definitivo para fabricar com sucesso componentes de alto desempenho.
Tabela de Resumo:
| Estágio | Processo | Mecanismo Chave |
|---|---|---|
| Estágio 1 | Rearranjo de Partículas | Pressão externa força partículas para dentro dos vazios |
| Estágio 2 | Deformação Plástica | Calor amolece as partículas para o fluxo induzido por pressão |
| Estágio 3 | Eliminação de Poros | Difusão preenche os vazios restantes para densidade total |
Pronto para aprimorar o processamento de materiais do seu laboratório com soluções precisas de prensagem a quente? A KINTEK é especializada em máquinas de prensa de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para ajudá-lo a alcançar componentes de alta densidade de forma eficiente. Entre em contato conosco hoje para discutir como nosso equipamento pode otimizar seus processos de adensamento e fornecer resultados superiores para as necessidades do seu laboratório!
Guia Visual
Produtos relacionados
- Máquina de prensa hidráulica automática de alta temperatura com placas aquecidas para laboratório
- Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa Quente de Laboratório com Caixa de Vácuo
- Prensa Hidráulica Aquecida Automática com Placas Quentes para Laboratório
- Máquina de prensa hidráulica aquecida com placas aquecidas para caixa de vácuo Prensa quente de laboratório
- Máquina de prensa hidráulica aquecida manual de laboratório com placas quentes
As pessoas também perguntam
- Como uma prensa hidráulica de laboratório aquecida funciona na simulação do acoplamento TM? Pesquisa Avançada de Resíduos Nucleares
- Qual o papel de uma prensa hidráulica aquecida em testes e pesquisa de materiais? Insights Essenciais para Inovação em Laboratório
- Quais são os requisitos para a prensagem de eletrodos com líquidos iônicos de alta viscosidade como EMIM TFSI? Otimizar o Desempenho
- Como uma prensa hidráulica aquecida de laboratório facilita a preparação de amostras de PBN para WAXS? Obtenha Dispersão de Raios X Precisa
- Por que é necessária uma prensa hidráulica de laboratório com placas de aquecimento para filmes de PLA/TEC? Obtenha a integridade precisa da amostra



















