A prensagem isostática a frio (CIP) alcança flexibilidade geométrica superior ao usar um meio fluido para aplicar pressão uniforme de todas as direções simultaneamente, em vez da força unidirecional usada na prensagem uniaxial. Essa abordagem omnidirecional permite a densificação de formas complexas e peças longas sem os gradientes de densidade ou limitações de relação de aspecto inerentes à compactação em matriz rígida.
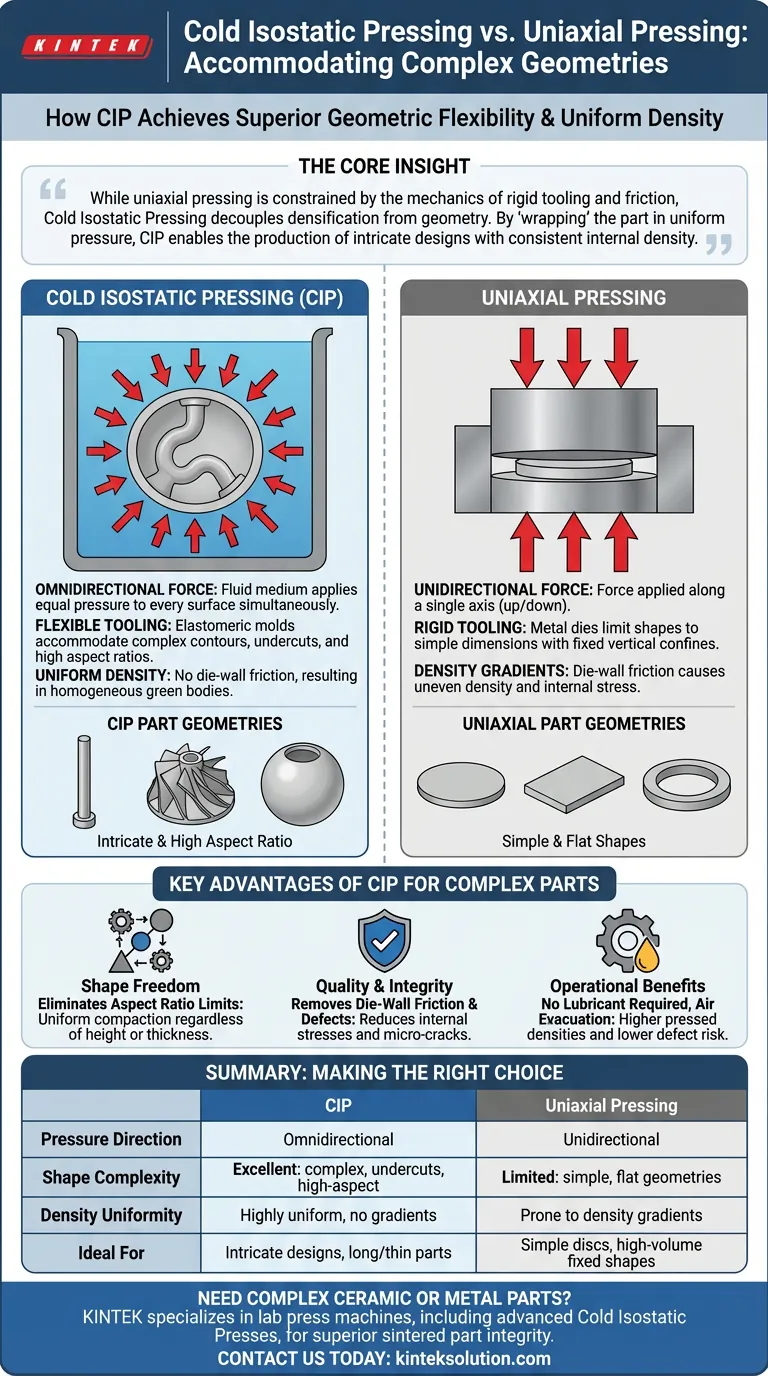
A Ideia Central Enquanto a prensagem uniaxial é limitada pela mecânica de ferramentas rígidas e atrito, a Prensagem Isostática a Frio desvincula a densificação da geometria. Ao "envolver" a peça em pressão uniforme, a CIP permite a produção de designs intrincados com densidade interna consistente, independentemente da altura ou complexidade do componente.

A Mecânica da Acomodação de Formas
Força Omnidirecional vs. Unidirecional
A prensagem uniaxial aplica força ao longo de um único eixo (para cima e para baixo) usando matrizes superior e inferior rígidas. Isso restringe o processo a formas simples com dimensões fixas, como discos ou placas planas.
Em contraste, a CIP utiliza um meio fluido (líquido ou gás) para transmitir pressão. Esse fluido envolve completamente a peça, aplicando força igual a cada superfície do componente ao mesmo tempo.
O Papel das Ferramentas Flexíveis
A prensagem uniaxial depende de matrizes rígidas que definem a forma final, mas limitam a liberdade geométrica. O pó deve ser capaz de fluir e comprimir estritamente dentro dessas restrições verticais.
A CIP emprega moldes elastoméricos (flexíveis). Como o molde é maleável e a pressão é hidrostática, a ferramenta pode acomodar contornos complexos e reentrâncias que seriam impossíveis de ejetar de uma matriz de metal rígida.
Superando Barreiras Geométricas Específicas
Eliminando o Limite da Relação de Aspecto
Na prensagem uniaxial, a relação entre a seção transversal e a altura é um fator limitante crítico. À medida que uma peça se torna mais alta e fina, a transmissão de pressão diminui, levando a uma compactação deficiente no centro.
A CIP remove completamente essa restrição. Como a pressão é aplicada radialmente e axialmente, a altura ou espessura da peça não prejudica a uniformidade da compactação.
Removendo o Atrito da Parede da Matriz
Uma grande restrição geométrica na prensagem uniaxial é o atrito entre o pó e as paredes rígidas da matriz. Esse atrito causa gradientes de densidade, onde as bordas são mais densas que o centro, criando tensões internas.
A CIP elimina o atrito da parede da matriz, pois não há movimento relativo entre o pó e o molde; o molde se move *junto* com o pó à medida que ele se comprime. Isso resulta em densidade uniforme, independentemente da complexidade da forma da peça.
Impacto na Qualidade e Integridade da Peça
Distribuição Uniforme de Densidade
Como a pressão é aplicada uniformemente a toda a área superficial, a CIP produz um "corpo verde" (pó compactado) com homogeneidade superior. Essa uniformidade é vital para evitar empenamento ou rachaduras durante a fase subsequente de sinterização.
Redução de Defeitos Internos
A natureza unidirecional da prensagem uniaxial frequentemente gera tensões internas e microfissuras devido à distribuição desigual da pressão. O método isostático reduz significativamente essas tensões internas, aprimorando a confiabilidade mecânica do componente acabado.
Diferenças Operacionais e Compromissos
Requisitos de Lubrificante
A prensagem uniaxial frequentemente requer lubrificantes de parede de matriz para mitigar o atrito, o que pode complicar o processo de sinterização ou limitar a densidade alcançável.
A CIP evita completamente esse problema. A eliminação de lubrificantes permite densidades prensadas mais altas e remove o risco de defeitos causados pela remoção do lubrificante.
Evacuação de Ar
O ar aprisionado pode prejudicar a integridade de formas complexas. O processo CIP permite a evacuação do ar do pó solto antes da compactação, uma capacidade que reduz ainda mais os defeitos de compactação em pós quebradiços ou finos.
Fazendo a Escolha Certa para o Seu Objetivo
Ao decidir entre esses dois métodos, a geometria da sua peça final é geralmente o fator decisivo.
- Se o seu foco principal são geometrias simples e planas: A prensagem uniaxial continua sendo uma escolha direta para formas padrão como discos de eletrodos ou eletrólitos, onde é necessária alta produtividade de dimensões fixas.
- Se o seu foco principal são peças complexas ou de alta relação de aspecto: A Prensagem Isostática a Frio é necessária para garantir densidade uniforme e integridade estrutural em peças que excedem os limites de seção transversal para altura de matrizes rígidas.
- Se o seu foco principal é a homogeneidade do material: Escolha a CIP para minimizar tensões internas e microfissuras, garantindo a mais alta confiabilidade mecânica para o componente sinterizado.
Em última análise, mude para a Prensagem Isostática a Frio quando a complexidade do seu design exigir um processo que se adapte à peça, em vez de forçar a peça a se adaptar à ferramenta.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Uniaxial |
|---|---|---|
| Direção da Pressão | Omnidirecional (todos os lados) | Unidirecional (de cima para baixo) |
| Complexidade da Forma | Excelente para formas complexas, reentrâncias e altas relações de aspecto | Limitado a geometrias simples e planas |
| Uniformidade da Densidade | Altamente uniforme, sem gradientes de densidade | Propenso a gradientes de densidade devido ao atrito da parede da matriz |
| Ferramentas | Moldes elastoméricos flexíveis | Matrizes de metal rígidas |
| Ideal Para | Designs intrincados, peças longas/finas, materiais homogêneos | Discos simples, placas, formas fixas de alto volume |
Precisa produzir peças cerâmicas ou metálicas complexas com densidade uniforme e defeitos mínimos?
A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo Prensas Isostáticas a Frio (CIP) avançadas e prensas de laboratório automáticas, projetadas para atender às necessidades exigentes de laboratórios de pesquisa e desenvolvimento. Nossas soluções permitem compactar formas intrincadas e componentes de alta relação de aspecto com homogeneidade excepcional, garantindo integridade superior das peças sinterizadas.
Entre em contato conosco hoje para discutir como nossa tecnologia de prensagem isostática pode aprimorar suas capacidades de desenvolvimento de materiais e prototipagem.
Entre em contato com nossos especialistas para encontrar a prensa perfeita para os requisitos exclusivos do seu laboratório!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas








