Em princípio, a Prensagem Isostática a Frio (CIP) é um processo notavelmente versátil capaz de moldar uma ampla gama de materiais. Os principais candidatos são materiais que começam em forma de pó e requerem densidade uniforme em seu estado final, incluindo cerâmicas avançadas, metais em pó, compósitos, plásticos e grafite.
A versatilidade do CIP não se resume à variedade de materiais que pode manusear, mas à sua capacidade única de compactar uniformemente formas complexas a partir de pó. A decisão central de usar CIP é menos sobre o material em si e mais sobre a necessidade de eliminar variações de densidade e vazios internos antes do processamento final.

O Que Torna um Material Adequado para CIP?
A adequação de um material para Prensagem Isostática a Frio é determinada pela sua forma inicial e pelas propriedades desejadas do componente final. O processo baseia-se em alguns princípios fundamentais.
A Base da Metalurgia do Pó
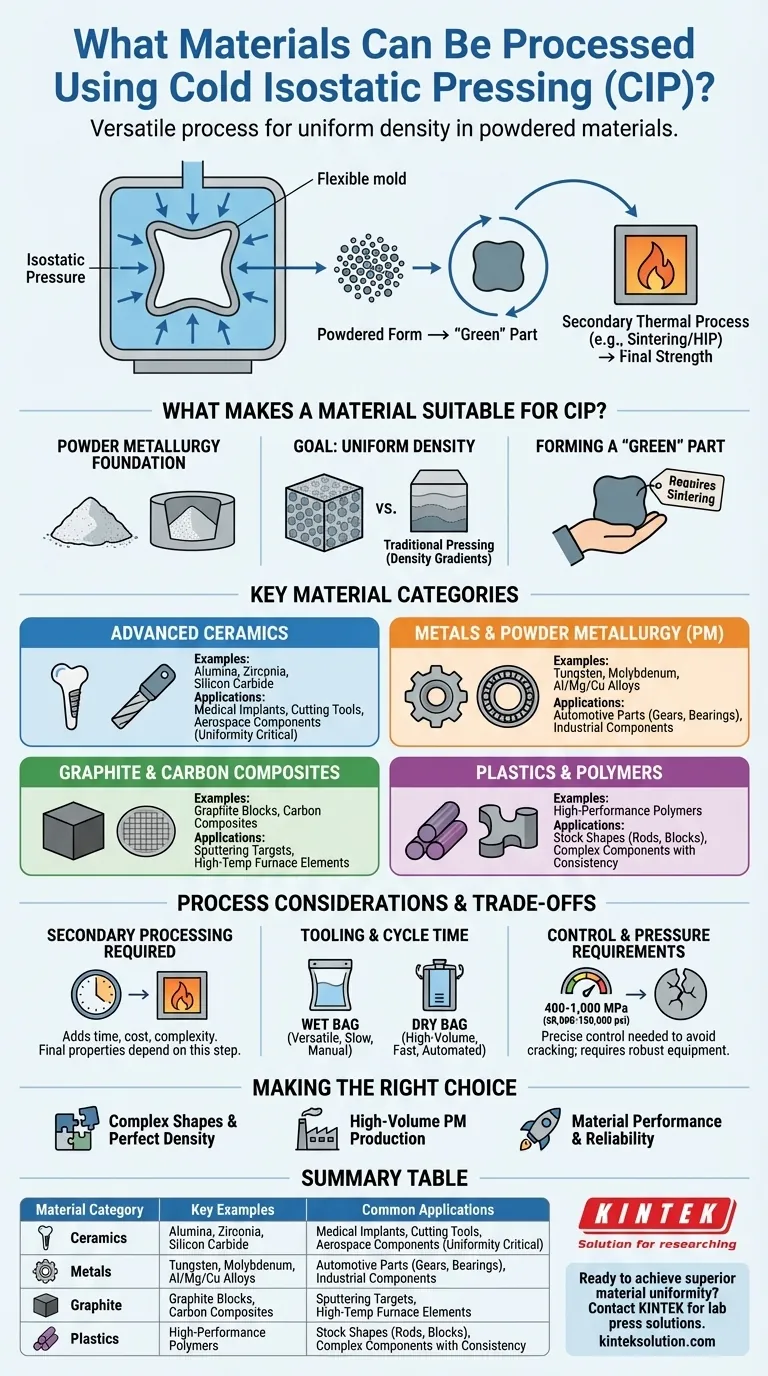
O processo fundamentalmente começa com um material em forma de pó. Este pó é carregado em um molde flexível e vedado que forma a peça desejada.
O Objetivo da Densidade Uniforme
O CIP aplica pressão igualmente de todas as direções usando um meio líquido, tipicamente água ou óleo. Essa pressão isostática garante que o pó compacte com extrema uniformidade, independentemente da complexidade da peça. Isso elimina os gradientes de densidade comuns na prensagem uniaxial tradicional.
Formando uma Peça "Verde"
O resultado do CIP é um objeto compactado, mas não totalmente acabado, conhecido como peça "verde". Esta peça possui integridade estrutural suficiente para ser manuseada, mas requer um processo térmico secundário, como sinterização ou prensagem isostática a quente (HIP), para fundir as partículas e atingir sua resistência mecânica final.
Um Detalhamento das Principais Categorias de Materiais
O CIP é empregado em indústrias onde o desempenho do material é inegociável. Os materiais específicos escolhidos refletem esse foco em aplicações de alto desempenho.
Cerâmicas Avançadas
Cerâmicas como alumina, zircônia e carboneto de silício são candidatas ideais. O CIP é usado para formar formas cerâmicas complexas para implantes médicos, ferramentas de corte e componentes aeroespaciais, onde a densidade uniforme é crítica para evitar pontos de fratura.
Metais e Metalurgia do Pó
Uma vasta gama de metais é processada com CIP, incluindo metais refratários (tungstênio, molibdênio), ligas de alumínio e magnésio, e ligas de cobre. É um pilar da metalurgia do pó (PM) para a produção de peças automotivas como rolamentos e engrenagens, bem como componentes industriais de alto desempenho.
Grafite e Compósitos de Carbono
O CIP é ideal para produzir grandes blocos uniformes de grafite ou compósitos de carbono. Esses materiais são usados para tudo, desde alvos de pulverização catódica na indústria de semicondutores até elementos de forno de alta temperatura.
Plásticos e Polímeros
Polímeros e plásticos de alto desempenho podem ser formados usando CIP para criar formas padronizadas (hastes, blocos) ou componentes complexos com consistência interna superior em comparação com os métodos de moldagem tradicionais.
Compreendendo os Compromissos e Restrições do Processo
Embora poderoso, o CIP não é uma solução universal. Compreender suas realidades operacionais é fundamental para uma implementação bem-sucedida.
A Exigência de Processamento Secundário
Uma peça processada por CIP é apenas uma etapa intermediária. A necessidade de um ciclo subsequente de sinterização ou HIP de alta temperatura adiciona tempo, custo e complexidade ao fluxo de trabalho geral de fabricação. As propriedades da peça final dependem fortemente desta etapa secundária.
Ferramental e Tempo de Ciclo
O processo é dividido em dois métodos principais: CIP de Saco Úmido e CIP de Saco Seco.
- O CIP de Saco Úmido é altamente versátil para P&D e peças grandes ou complexas, mas envolve carregamento e descarregamento manual do molde no vaso de pressão, resultando em tempos de ciclo mais longos.
- O CIP de Saco Seco integra o molde na própria prensa, permitindo automação e tempos de ciclo muito mais rápidos, adequados para produção em alto volume.
Requisitos de Controle e Pressão
A compactação bem-sucedida requer controle preciso sobre as taxas de pressurização e despressurização para evitar rachaduras na peça verde. O processo opera em pressões extremas, frequentemente entre 400 e 1.000 MPa (60.000 a 150.000 psi), o que exige equipamentos robustos e caros.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do CIP deve ser uma decisão estratégica baseada nos objetivos específicos do seu projeto.
- Se o seu foco principal é criar formas complexas com densidade perfeita: O CIP é uma escolha incomparável para materiais como cerâmicas avançadas ou metais refratários que são difíceis de usinar e intolerantes a defeitos internos.
- Se o seu foco principal é a produção em alto volume de peças de PM: O CIP de Saco Seco oferece um caminho claro para automatizar a criação de peças verdes uniformes, otimizando o fluxo de trabalho para seus fornos de sinterização.
- Se o seu foco principal é o desempenho e a confiabilidade do material: O CIP é o método ideal para aplicações de missão crítica na indústria aeroespacial, médica e de defesa, onde a falha do material não é uma opção.
Em última análise, a Prensagem Isostática a Frio capacita os engenheiros a criar componentes cuja uniformidade interna e desempenho resultante são simplesmente inatingíveis com outros métodos de conformação.
Tabela Resumo:
| Categoria de Material | Exemplos Chave | Aplicações Comuns |
|---|---|---|
| Cerâmicas Avançadas | Alumina, Zircônia, Carboneto de Silício | Implantes médicos, Ferramentas de corte, Componentes aeroespaciais |
| Metais e Ligas | Tungstênio, Molibdênio, Alumínio, Cobre | Peças automotivas, Componentes industriais, Rolamentos, Engrenagens |
| Grafite e Carbono | Grafite, Compósitos de Carbono | Alvos de pulverização catódica, Elementos de forno |
| Plásticos e Polímeros | Polímeros de Alto Desempenho | Formas padronizadas, Componentes complexos com consistência uniforme |
Pronto para alcançar uniformidade superior de materiais com Prensagem Isostática a Frio? A KINTEK é especializada em prensas de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, adaptadas às necessidades do laboratório. Nossas soluções ajudam você a eliminar variações de densidade e a melhorar o desempenho em cerâmicas, metais e compósitos. Entre em contato hoje para discutir como nossa experiência pode otimizar seu processo e fornecer resultados confiáveis e de alta qualidade!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
















