Em sua essência, uma Prensa Isostática a Frio (CIP) de Laboratório Elétrica é uma máquina especializada que compacta materiais em pó em um objeto sólido. Sua função principal é aplicar pressão extremamente alta e uniforme de todas as direções ao material em temperatura ambiente, criando uma peça "verde" densa e estruturalmente consistente que está pronta para processamento posterior, como usinagem ou sinterização.
A percepção crucial é que a Prensagem Isostática a Frio ignora as limitações dos métodos de prensagem tradicionais. Em vez de empurrar de uma ou duas direções, ela usa um meio líquido para espremer um molde cheio de pó igualmente de todos os lados, resultando em densidade superior, resistência e a capacidade de formar formas complexas.

Como a Prensagem Isostática a Frio Alcança a Uniformidade
A característica definidora da CIP é sua capacidade de criar peças com propriedades homogêneas. Este é um resultado direto de seu método único de aplicação de pressão.
O Princípio Central: A Lei de Pascal em Ação
O processo funciona com base em um princípio fundamental da dinâmica dos fluidos. Um pó é colocado em um molde flexível e selado e submerso em um líquido dentro de um vaso de alta pressão.
Quando o líquido é pressurizado, essa pressão é transmitida igualmente e instantaneamente a cada ponto da superfície do molde. Isso garante que o pó se compacte com perfeita uniformidade, eliminando as variações de densidade e tensões internas comuns em outros métodos.
O Processo Passo a Passo
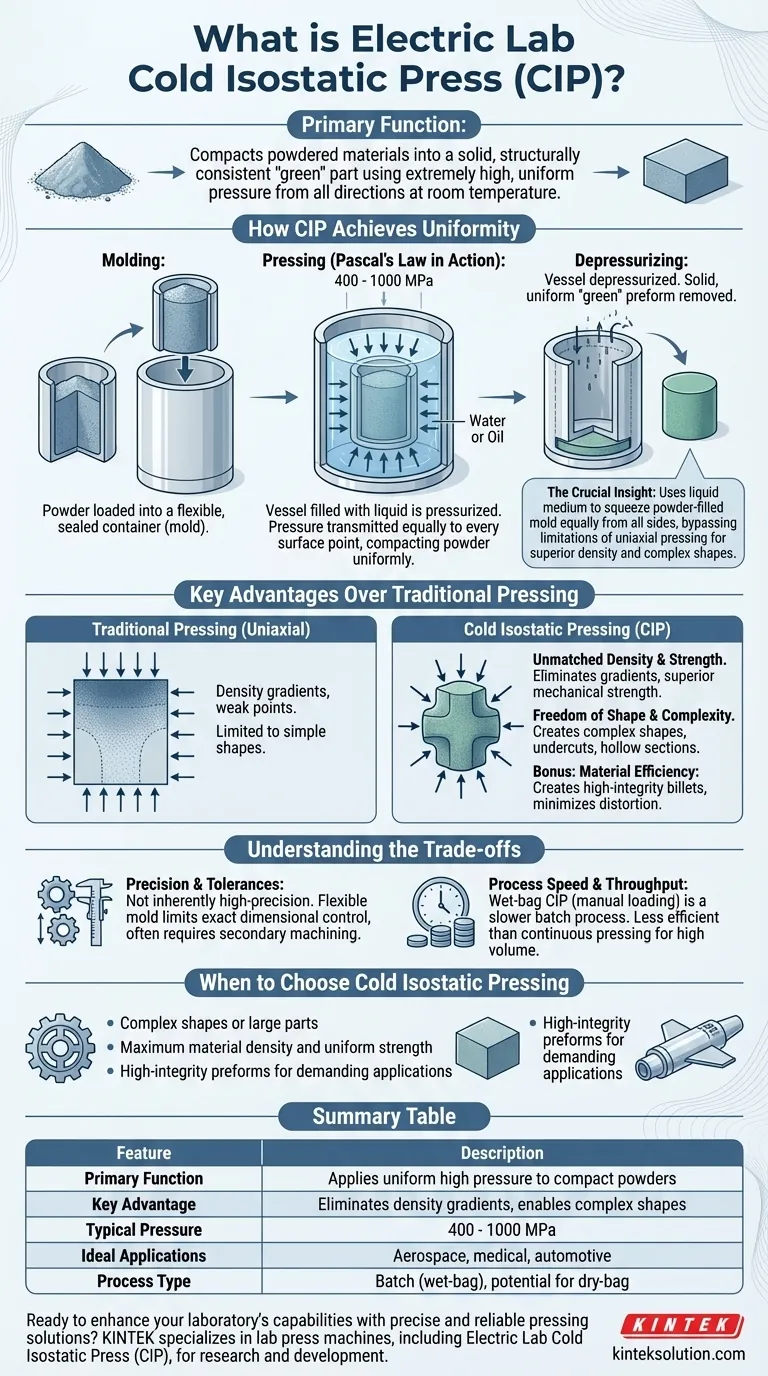
Um ciclo CIP típico envolve três estágios principais.
- Moldagem: O pó bruto (cerâmica, metal, grafite, etc.) é carregado em um recipiente flexível e selado, frequentemente feito de borracha ou outro elastômero.
- Prensagem: Este molde selado é colocado dentro do vaso de pressão, que é então preenchido com um líquido (geralmente água ou óleo). O sistema então pressuriza este líquido a níveis extremamente altos, tipicamente entre 400 e 1000 MPa.
- Despressurização: Após manter a pressão por um tempo definido, o vaso é despressurizado e a peça compactada, agora uma pré-forma "verde" sólida, é removida.
Principais Vantagens Sobre a Prensagem Tradicional
A CIP é escolhida em detrimento de métodos convencionais como a prensagem uniaxial (de uma única direção) quando a integridade do material e a complexidade geométrica são críticas.
Densidade e Resistência Incomparáveis
A prensagem uniaxial cria gradientes de densidade, com o material mais próximo do punção sendo mais denso do que o material no centro. Isso cria pontos fracos.
A CIP elimina esses gradientes. A densidade uniforme resultante leva a uma retração previsível durante a sinterização e a uma resistência mecânica superior em toda a peça.
Liberdade de Forma e Complexidade
Como a pressão é aplicada de todas as direções, a CIP não é limitada pelas restrições de uma matriz rígida. Isso permite a produção de formas altamente complexas, rebaixos e seções ocas que seriam impossíveis de criar com a prensagem tradicional.
Eficiência de Material e Processo
A CIP compacta os pós perto de sua densidade máxima de empacotamento. Isso produz um boleto de alta integridade que é forte o suficiente para ser manuseado e até usinado antes da etapa final de sinterização (queima).
Este estado "verde" forte minimiza o risco de distorção ou rachadura durante o processamento subsequente e pode levar a tempos de sinterização mais rápidos.
Compreendendo as Desvantagens
Embora poderosa, a CIP não é a solução para todas as aplicações. Compreender suas limitações é fundamental para usá-la de forma eficaz.
Precisão e Tolerâncias Finais
A CIP não é inerentemente um processo de alta precisão para a peça final acabada. O molde flexível não fornece o controle dimensional exato de uma matriz de aço ferramenta dura.
Como resultado, as peças frequentemente exigem usinagem secundária para atingir tolerâncias geométricas apertadas, especialmente após a retração previsível que ocorre durante a sinterização.
Velocidade do Processo e Produtividade
O método mais comum em escala de laboratório, conhecido como CIP de "saco úmido", envolve o carregamento e descarregamento manual do molde do vaso de pressão. Este é um processo em lote que é mais lento do que as alternativas automatizadas.
Para produção de alto volume, um método de "saco seco" é usado, mas a necessidade fundamental de pressurizar e despressurizar um vaso frequentemente o torna mais lento do que métodos contínuos como a prensagem por matriz.
Quando Escolher a Prensagem Isostática a Frio
Sua decisão de usar a CIP deve ser impulsionada pelos requisitos finais de seu componente.
- Se seu foco principal é produzir formas complexas ou peças grandes: A CIP oferece liberdade de design que é difícil ou impossível de alcançar com a prensagem por matriz tradicional.
- Se seu foco principal é alcançar a densidade máxima do material e resistência uniforme: A CIP é superior para criar peças homogêneas sem os pontos fracos e tensões internas causadas por gradientes de densidade.
- Se seu foco principal é criar pré-formas de alta integridade para aplicações exigentes: A CIP produz peças "verdes" fortes para indústrias como aeroespacial, médica e automotiva, onde a falha do material não é uma opção.
Em última análise, a Prensagem Isostática a Frio é uma tecnologia fundamental para a fabricação de materiais avançados que exigem integridade estrutural e complexidade geométrica além do alcance dos métodos convencionais.
Tabela Resumo:
| Característica | Descrição |
|---|---|
| Função Primária | Aplica pressão alta e uniforme de todas as direções em temperatura ambiente para compactar pós em peças "verdes" sólidas |
| Principal Vantagem | Elimina gradientes de densidade, permitindo resistência superior e formas complexas |
| Faixa de Pressão Típica | 400 a 1000 MPa |
| Aplicações Ideais | Componentes aeroespaciais, médicos, automotivos que exigem alta integridade e geometrias complexas |
| Tipo de Processo | Processo em lote (por exemplo, CIP de saco úmido) com potencial para métodos de saco seco na produção |
Pronto para aprimorar as capacidades do seu laboratório com soluções de prensagem precisas e confiáveis? A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às exigentes necessidades de pesquisa e desenvolvimento. Nossa Prensa Isostática a Frio (CIP) de Laboratório Elétrica pode ajudá-lo a alcançar densidade uniforme, resistência superior das peças e a capacidade de formar formas complexas de forma eficiente. Entre em contato conosco hoje para discutir como nosso equipamento pode otimizar seu processamento de materiais e impulsionar a inovação em seus projetos!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós



















