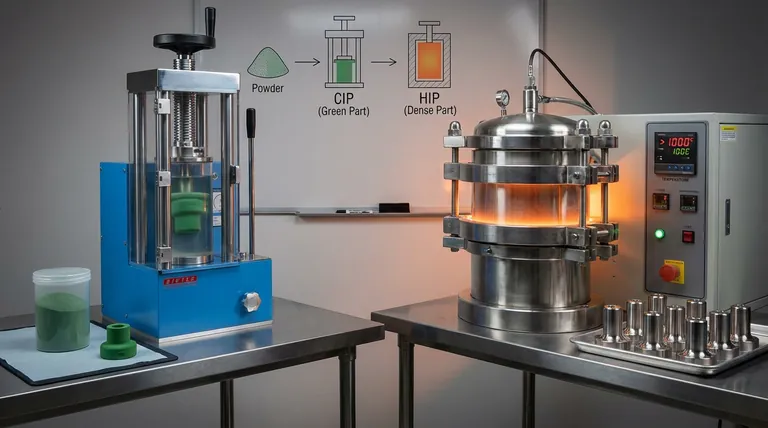
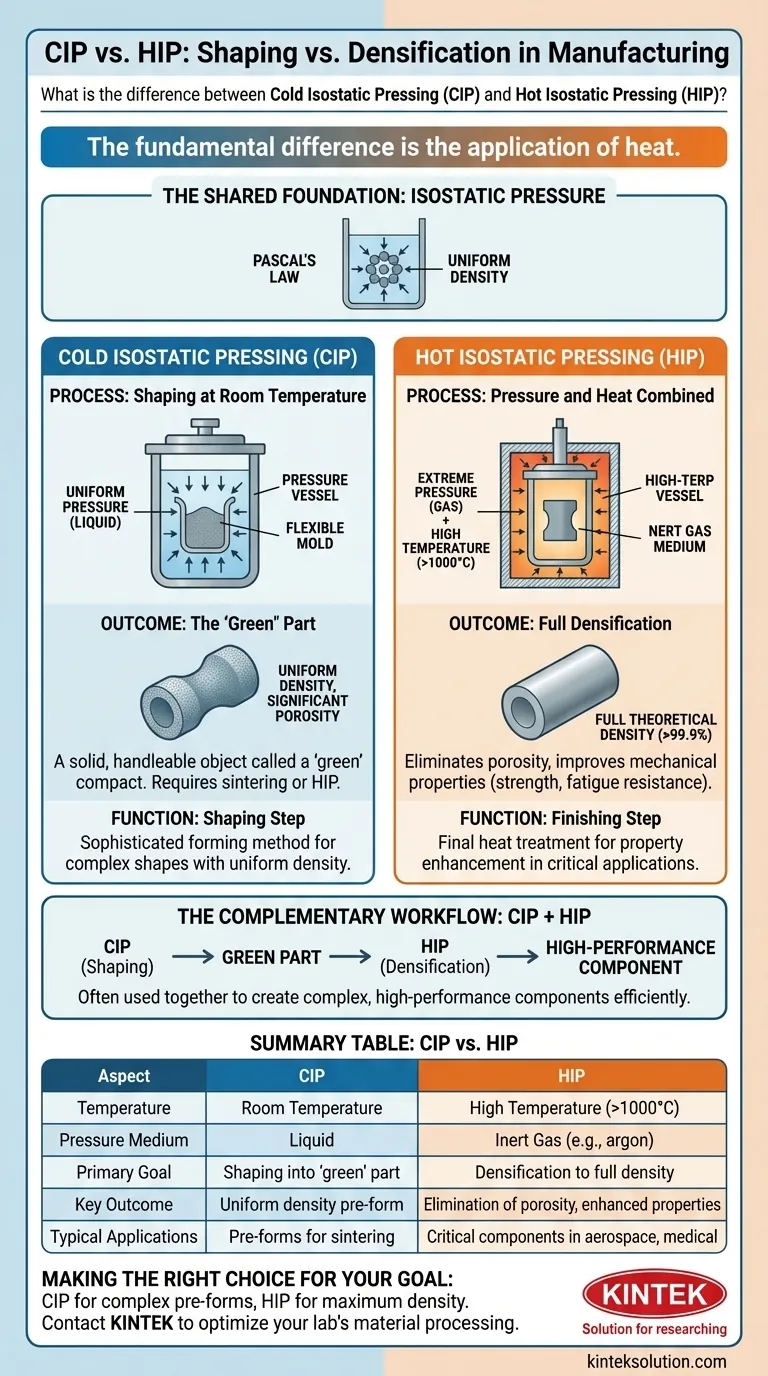
A diferença fundamental entre a Prensagem Isostática a Frio (CIP) e a Prensagem Isostática a Quente (HIP) é a aplicação de calor. O CIP usa pressão uniforme à temperatura ambiente para compactar o pó em uma forma sólida, conhecida como peça "verde". Em contraste, o HIP aplica simultaneamente pressão extrema e altas temperaturas para eliminar a porosidade interna e criar um componente totalmente denso e de alto desempenho.
Escolher entre esses métodos não é apenas uma questão de temperatura; é uma decisão estratégica sobre a etapa de fabricação. O CIP é principalmente um processo de conformação usado para criar uma peça intermediária uniforme, enquanto o HIP é um processo de densificação usado para atingir as propriedades finais do material.
A Base Comum: Pressão Isostática
O que é Prensagem Isostática?
Toda prensagem isostática é baseada na Lei de Pascal, que afirma que a pressão aplicada a um fluido confinado é transmitida uniformemente em todas as direções.
Na fabricação, isso significa colocar um componente, tipicamente feito de pó, dentro de um vaso de pressão. Um meio fluido então aplica pressão igual de todos os lados, garantindo uma compactação altamente uniforme.
O Objetivo: Densidade Uniforme
Ao contrário da prensagem uniaxial (prensagem de uma ou duas direções), que pode criar variações de densidade, a prensagem isostática minimiza essas diferenças. Essa uniformidade é crítica para evitar deformações ou rachaduras em etapas de aquecimento subsequentes e para alcançar propriedades finais previsíveis.
Um Olhar Mais Atento à Prensagem Isostática a Frio (CIP)
O Processo: Conformação à Temperatura Ambiente
No CIP, um material em pó é selado em um molde flexível e elastomérico feito de borracha, uretano ou PVC. Este molde selado é então submerso em um vaso de pressão cheio de líquido.
O vaso é pressurizado, tipicamente à temperatura ambiente, fazendo com que o líquido comprima o molde uniformemente. Isso compacta o pó em um objeto sólido que mantém a forma do molde.
O Resultado: A Peça "Verde"
O resultado do CIP não é um componente acabado. É um objeto sólido e manuseável chamado compacto "verde".
Esta peça verde é uniformemente densa, mas ainda contém uma quantidade significativa de porosidade. Ela tem a forma desejada, mas carece da resistência e propriedades finais, exigindo um processo subsequente de alta temperatura, como sinterização ou HIP, para se tornar totalmente densa.
Um Olhar Mais Atento à Prensagem Isostática a Quente (HIP)
O Processo: Pressão e Calor Combinados
O HIP ocorre em um forno de alta temperatura que também é um vaso de pressão. Em vez de um líquido, o meio de pressão é um gás inerte de alta pressão, como o argônio.
Os componentes são aquecidos a temperaturas extremas, muitas vezes acima de 1000°C, amolecendo o material. Simultaneamente, uma imensa pressão de gás é aplicada, colapsando quaisquer vazios ou poros internos dentro do material.
O Resultado: Densificação Completa
O objetivo do HIP é alcançar a densidade teórica total, muitas vezes superior a 99,9%. Ao eliminar a porosidade interna, o processo melhora drasticamente as propriedades mecânicas, como resistência, resistência à fadiga e durabilidade.
O HIP é usado em peças que já foram formadas, como peças verdes de CIP, componentes pré-sinterizados ou até mesmo peças fundidas de metal, para curar defeitos internos e maximizar o desempenho.
Compreendendo as Vantagens e a Relação
O CIP é uma Etapa de Conformação
Pense no CIP como um método de conformação sofisticado. Sua principal vantagem é produzir formas complexas com densidade altamente uniforme antes que qualquer calor seja aplicado. Isso o torna uma etapa preparatória ideal para a criação de pré-formas de alta qualidade.
O HIP é uma Etapa de Acabamento
Pense no HIP como um tratamento térmico final que aperfeiçoa a estrutura interna do material. Seu valor reside no aprimoramento das propriedades, não na conformação inicial. É o processo preferido para aplicações críticas onde a falha do material não é uma opção, como na indústria aeroespacial ou em implantes médicos.
O Fluxo de Trabalho Complementar: CIP + HIP
CIP e HIP nem sempre são escolhas mutuamente exclusivas; muitas vezes, trabalham juntos em uma sequência poderosa. Um fabricante pode usar o CIP para criar uma peça verde complexa e, em seguida, usar o HIP para consolidar essa peça até a densidade total. Este processo de duas etapas aproveita os pontos fortes de ambos os métodos para criar componentes complexos e de alto desempenho de forma eficiente.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo correto exige uma compreensão clara dos requisitos de uso final do seu componente.
- Se o seu foco principal é criar uma pré-forma complexa com densidade uniforme para sinterização subsequente: O CIP é a escolha mais eficaz e econômica.
- Se o seu foco principal é atingir a densidade máxima e propriedades mecânicas superiores em uma peça acabada: O HIP é o processo necessário para eliminar a porosidade e maximizar o desempenho.
- Se o seu foco principal é fabricar uma peça complexa para uma aplicação de missão crítica: A combinação do uso do CIP para conformação seguido do HIP para densificação é frequentemente o caminho ideal.
Compreender essa distinção transforma sua escolha de uma simples preferência de temperatura em uma decisão estratégica sobre todo o ciclo de vida de fabricação do seu componente.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura (ex: >1000°C) |
| Meio de Pressão | Líquido | Gás inerte (ex: argônio) |
| Objetivo Principal | Conformação em peça 'verde' | Densificação para densidade total |
| Resultado Principal | Pré-forma de densidade uniforme | Eliminação de porosidade, propriedades aprimoradas |
| Aplicações Típicas | Pré-formas para sinterização | Componentes críticos na indústria aeroespacial, médica |
Pronto para otimizar o processamento de materiais do seu laboratório? A KINTEK é especializada em máquinas de prensa de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às necessidades de laboratórios para moldar e densificar materiais com precisão e eficiência. Se você trabalha com CIP para pré-formas uniformes ou HIP para componentes de alto desempenho, nossas soluções podem aprimorar seu fluxo de trabalho e resultados. Entre em contato conosco hoje para discutir como podemos apoiar seus requisitos específicos e impulsionar suas inovações!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
















