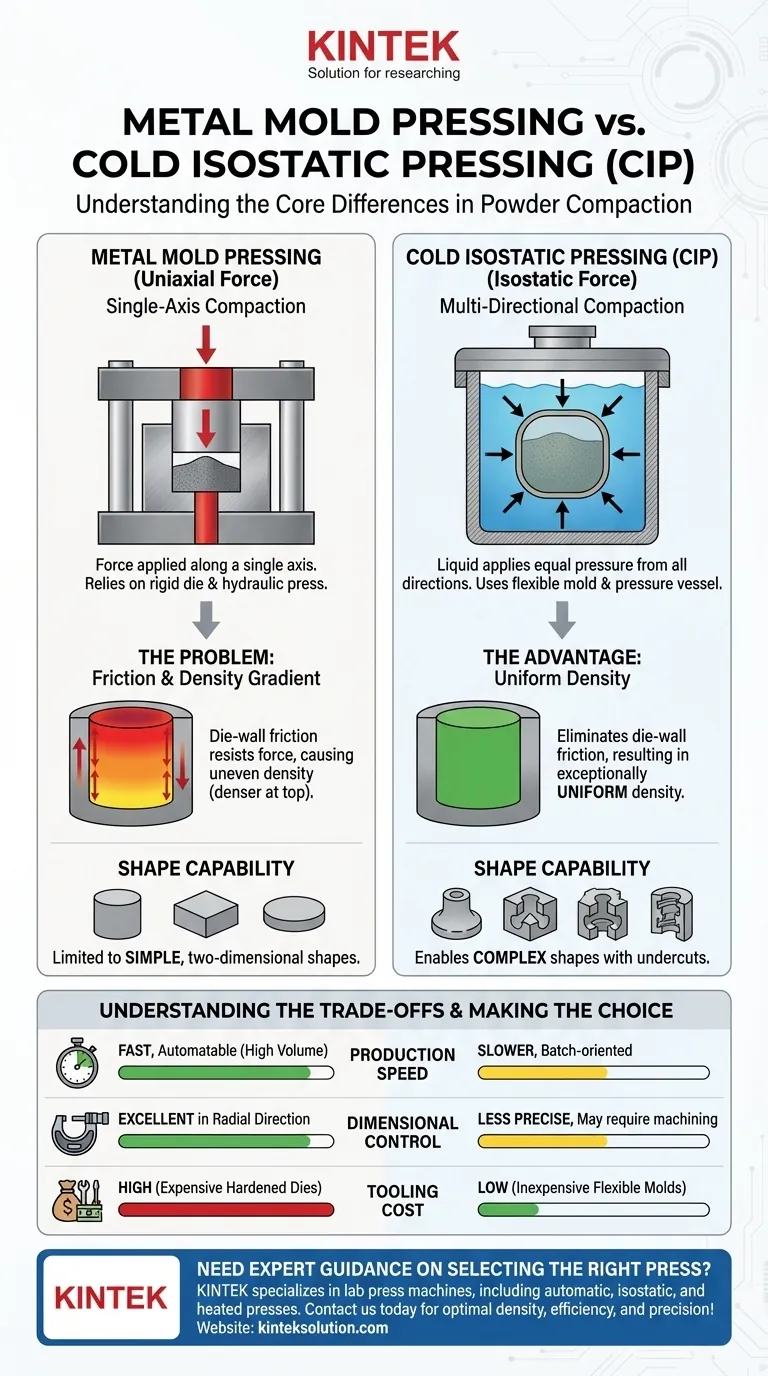
Em sua essência, a prensagem em molde de metal e a Prensagem Isostática a Frio (CIP) são ambos métodos para compactar pó, mas operam com princípios fundamentalmente diferentes. A prensagem em molde de metal, também conhecida como prensagem uniaxial, aplica força ao longo de um único eixo usando uma matriz rígida. Em contraste, a CIP usa líquido para aplicar pressão igual de todas as direções simultaneamente, um processo conhecido como pressão isostática. Essa distinção na aplicação de força é o principal impulsionador de seus resultados distintos em densidade, homogeneidade e capacidade geométrica.
A escolha entre a prensagem em molde de metal e a CIP é uma decisão estratégica ditada pela uniformidade de densidade, complexidade geométrica e escala de produção exigidas pelo seu projeto. A prensagem uniaxial oferece velocidade e precisão dimensional para formas simples, enquanto a CIP proporciona uma uniformidade de densidade inigualável para componentes complexos.

A Mecânica Fundamental da Compactação
Para escolher o método certo, você deve primeiro entender como a força é transmitida em cada processo. A mecânica influencia diretamente a qualidade e as características da peça "verde" final (o compacto pré-sinterizado).
Prensagem em Molde de Metal: Força Uniaxial
A prensagem em molde de metal funciona muito parecido com um pistão em um cilindro. O pó é colocado em uma cavidade de matriz rígida, e um ou mais punções o comprimem ao longo de um único eixo vertical.
Este método depende de uma prensa hidráulica e de um molde de metal (ou matriz) precisamente usinado e durável. A forma da peça final é diretamente definida pela forma da cavidade da matriz.
Prensagem Isostática a Frio (CIP): Força Isostática
A CIP opera submersindo um molde flexível preenchido com pó em uma câmara de líquido de alta pressão. A pressão é então aplicada ao líquido, que transmite a força de forma igual e simultânea a todas as superfícies do molde.
Este processo elimina a força direcional. Pense nisso como um objeto submerso profundamente no oceano; a pressão é a mesma em toda a sua superfície. Ele usa um molde elastomérico e um vaso de alta pressão.
Diferenciadores Chave: Densidade e Geometria
As diferentes formas como a pressão é aplicada criam distinções críticas no produto final. As mais importantes são os gradientes de densidade e a capacidade de formar formas complexas.
O Problema do Atrito em Moldes de Metal
Na prensagem uniaxial, à medida que o punção comprime o pó, uma quantidade significativa de atrito na parede da matriz é gerada. As partículas de pó atritam-se contra as paredes rígidas do molde.
Este atrito resiste à transmissão descendente da força. Como resultado, o pó no topo do compacto (mais próximo do punção) é muito mais denso do que o pó na parte inferior. Este gradiente de densidade é uma desvantagem primária do método.
A Vantagem da CIP: Densidade Uniforme
A CIP inerentemente elimina o atrito na parede da matriz. Como a pressão é transmitida por um líquido e o "molde" é um elastômero flexível, não há movimento relativo entre o pó e uma parede rígida.
O resultado é um componente com densidade excepcionalmente uniforme em todo o seu volume. Essa homogeneidade é crítica para aplicações que exigem propriedades de material previsíveis e consistentes após a sinterização.
Complexidade da Forma
A ferramenta dita as possibilidades geométricas. A prensagem em molde de metal é limitada a formas simples e bidimensionais (como cilindros, discos ou blocos) que podem ser facilmente ejetadas de uma matriz rígida. Rebaixos ou curvas complexas não são viáveis.
O uso de moldes flexíveis pela CIP permite a criação de formas altamente complexas e intrincadas, incluindo peças com rebaixos ou cavidades internas. O molde é simplesmente retirado da peça compactada após a prensagem.
Entendendo as Compensações
Nenhum método é universalmente superior; eles representam uma compensação de engenharia clássica entre velocidade, qualidade e complexidade.
Velocidade vs. Uniformidade
A prensagem em molde de metal é um processo extremamente rápido e altamente automatizável. É o padrão para produção de alto volume de peças simples onde pequenas variações de densidade são aceitáveis.
A CIP é um processo mais lento, orientado a lotes. O tempo que leva para carregar, pressurizar, despressurizar e descarregar o vaso a torna menos adequada para a produção em massa, mas oferece uma qualidade de peça inigualável.
Controle Dimensional vs. Flexibilidade
A matriz rígida usada na prensagem uniaxial proporciona um excelente controle dimensional na direção radial. O diâmetro da peça final será muito preciso e repetível.
A CIP oferece menos controle dimensional preciso. O molde flexível pode deformar de maneiras ligeiramente imprevisíveis, muitas vezes exigindo uma etapa final de usinagem se tolerâncias apertadas forem necessárias.
Investimento em Ferramentas
A ferramenta para prensagem em molde de metal, especialmente para materiais abrasivos, envolve matrizes caras de aço temperado ou carboneto que devem ser perfeitamente usinadas.
Em contraste, os moldes elastoméricos para CIP são relativamente baratos de produzir. Isso torna a CIP uma escolha econômica para prototipagem e pequenas tiragens de produção, embora o próprio vaso de alta pressão seja um grande investimento de capital.
Fazendo a Escolha Certa para o Seu Objetivo
Sua decisão deve ser guiada pelos requisitos inegociáveis do seu componente final.
- Se o seu foco principal é a produção de alto volume de formas simples como comprimidos ou buchas: A prensagem em molde de metal é a escolha superior devido à sua velocidade, repetibilidade e capacidades de automação.
- Se o seu foco principal é criar uma peça complexa com a maior uniformidade de densidade possível: A Prensagem Isostática a Frio (CIP) é o único método que pode eliminar de forma confiável os gradientes de densidade.
- Se o seu foco principal é a prototipagem ou produção em pequenos lotes de várias formas: A CIP é frequentemente mais econômica, pois seus moldes flexíveis são muito mais baratos de criar e iterar do que as matrizes rígidas de aço.
Compreender esses princípios básicos capacita você a selecionar o método de compactação que se alinha perfeitamente com seu material, design e objetivos de produção.
Tabela Resumo:
| Aspecto | Prensagem em Molde de Metal | Prensagem Isostática a Frio (CIP) |
|---|---|---|
| Aplicação da Força | Uniaxial (eixo único) | Isostática (todas as direções) |
| Uniformidade da Densidade | Baixa (gradientes devido ao atrito) | Alta (uniforme em todo) |
| Complexidade da Forma | Formas simples (por exemplo, cilindros) | Formas complexas (por exemplo, rebaixos) |
| Velocidade de Produção | Rápida e automatizável | Lenta e orientada a lotes |
| Controle Dimensional | Alto na direção radial | Menor, pode exigir usinagem |
| Custo da Ferramenta | Alto (matrizes de aço temperado) | Baixo (moldes elastoméricos) |
Precisa de orientação especializada na seleção da prensa certa para o seu laboratório? A KINTEK é especialista em máquinas de prensagem para laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, adaptadas para atender às suas necessidades específicas de laboratório. Seja você trabalhando com formas simples ou complexas, nossas soluções garantem densidade, eficiência e precisão ótimas. Entre em contato conosco hoje para discutir como podemos aprimorar seus processos de compactação e alcançar resultados superiores!
Guia Visual
Produtos relacionados
- Molde de prensa anti-rachadura para laboratório
- Molde de prensa de laboratório em metal duro para preparação de amostras de laboratório
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Molde de prensa poligonal para laboratório
- Molde de prensa bidirecional redondo para laboratório
As pessoas também perguntam
- Por que os moldes de laboratório de precisão são essenciais para a formação de espécimes de concreto leve reforçado com basalto?
- Por que uma prensa de moldagem de laboratório de alto desempenho é fundamental para a formação de eletrólitos in-situ? Desbloqueie o sucesso da bateria
- Como os moldes de pressão de grau industrial afetam as células de bolsa de metal de zinco? Maximizando a Densidade de Energia e o Desempenho
- Qual é a função de uma ferramenta de prensagem em painéis termoplásticos? Domine a Modelagem de Precisão e a União por Fusão
- Qual o papel do posicionamento de precisão e dos moldes de pressão nas juntas de lap simples? Garanta 100% de integridade dos dados



















