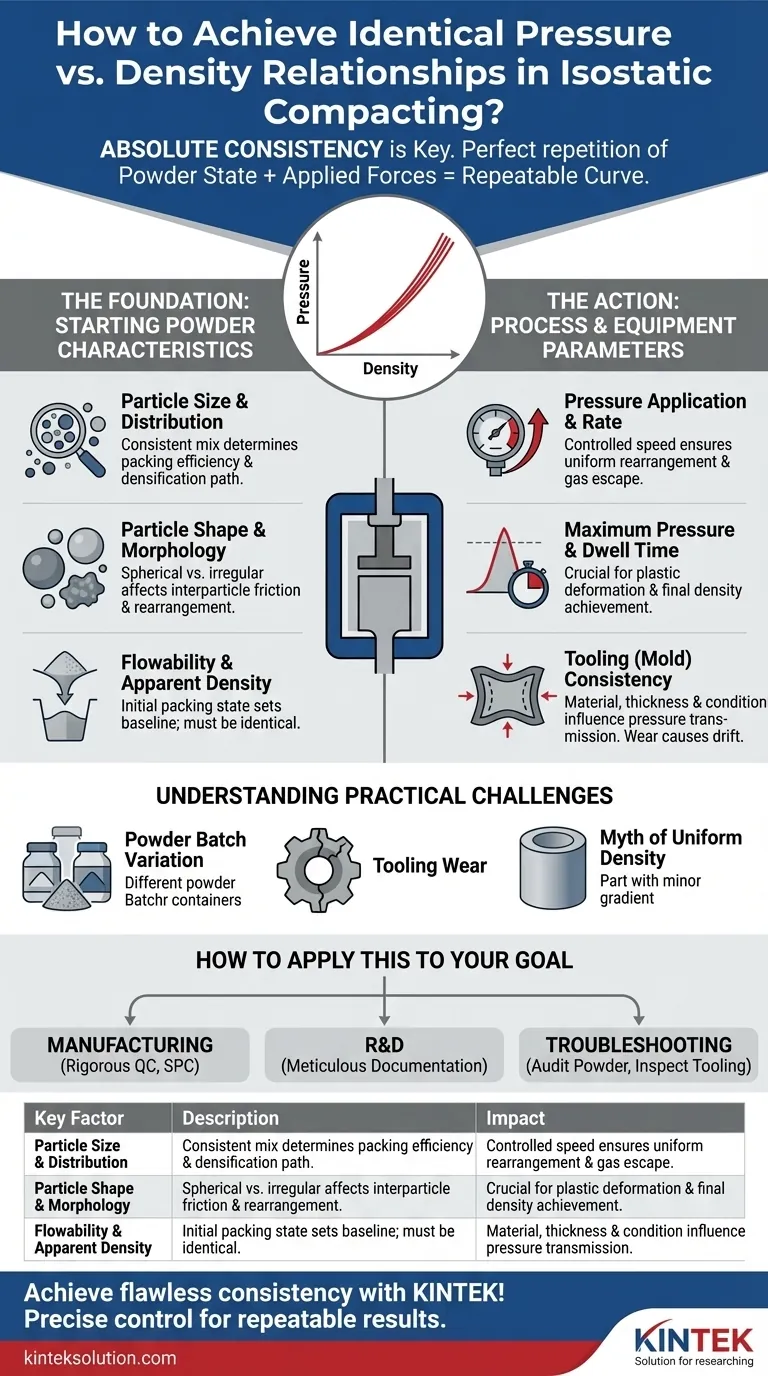
Para obter uma relação idêntica de pressão vs. densidade na compactação isostática, você deve garantir consistência absoluta tanto nas características do pó inicial quanto nos parâmetros do processo para cada ciclo. É a repetição perfeita do estado inicial do material e das forças aplicadas que produz uma curva de compactação repetível.
O principal desafio não é descobrir uma única condição, mas sim implementar um controle rigoroso do processo. A relação pressão-densidade é a "impressão digital" de um material; para obter a mesma impressão, você deve começar com o mesmo "dedo" (o pó) e pressioná-lo exatamente da mesma maneira (o processo).

A Base: Características do Pó Inicial
A densidade final de uma peça compactada é fundamentalmente ditada pelas propriedades do pó com o qual você começa. Qualquer variação aqui causará diretamente um desvio na curva de pressão-densidade.
Tamanho e Distribuição de Partículas
O tamanho das partículas de pó e a mistura de diferentes tamanhos determinam a eficiência com que elas podem se compactar. Uma distribuição de tamanho de partícula consistente e bem definida é crítica para preencher os vazios entre partículas maiores, que é um mecanismo primário de densificação.
Forma e Morfologia das Partículas
Partículas esféricas tendem a fluir e se compactar de forma mais previsível do que partículas irregulares, angulares ou em forma de flocos. O atrito entre as partículas — conhecido como atrito interparticular — é menor para esferas, permitindo que elas se reorganizem mais facilmente sob pressão.
Fluxibilidade e Densidade Aparente
A densidade inicial do pó no molde antes da aplicação de qualquer pressão é conhecida como densidade aparente. Este estado de empacotamento inicial é sua linha de base. Para obter uma curva repetível, a densidade aparente deve ser idêntica em cada corrida, o que requer pó com características de fluxo consistentes.
A Ação: Parâmetros de Processo e Equipamento
Uma vez que o pó está no molde, a forma como você aplica pressão governa o caminho para a densidade final. A inconsistência no processo é a segunda principal fonte de variação.
Aplicação e Taxa de Pressão
A velocidade com que você aumenta a pressão é uma variável crítica. Uma taxa de pressurização controlada e repetível garante que qualquer gás aprisionado possa escapar e que as partículas tenham tempo para se reorganizar uniformemente. Uma aplicação súbita de pressão pode levar a gradientes de densidade.
Pressão Máxima e Tempo de Permanência (Dwell Time)
Embora pareça óbvio, atingir a mesma pressão máxima é inegociável. Além disso, o tempo de permanência (dwell time) — a duração durante a qual o componente é mantido na pressão máxima — também é crucial. Este período permite a deformação plástica dependente do tempo e o rearranjo de partículas, aumentando ainda mais a densidade.
Consistência do Ferramental (Molde)
O molde flexível usado na prensagem isostática é uma parte fundamental do sistema. Seu material, espessura e idade afetam a forma como a pressão é transmitida ao pó. Um molde desgastado, enrijecido ou alterado não produzirá os mesmos resultados que um novo.
Entendendo os Desafios Práticos
Em um ambiente real de fabricação ou pesquisa, alcançar uma relação teoricamente "idêntica" é um ideal. O objetivo prático é manter a relação dentro de uma janela de processo apertada e estatisticamente controlada.
Variação Lote a Lote do Pó
Esta é uma das fontes mais comuns de desvio do processo. O pó de um lote de fabricação diferente, ou mesmo de um fornecedor diferente, pode ter variações sutis no tamanho, forma ou pureza das partículas que alteram significativamente o comportamento de compactação.
O Mito da Densidade Uniforme
Embora a prensagem isostática produza uma densidade excepcionalmente uniforme em comparação com outros métodos, pequenos gradientes ainda podem existir. O objetivo é tornar esses gradientes repetíveis. Fatores como a técnica de carregamento do pó e o design do molde podem influenciar isso.
Desgaste e Degradação do Ferramental
Os moldes de elastômero são itens consumíveis. Eles se fatigam, esticam e enrijecem a cada ciclo. Essa degradação é gradual, mas inevitável, e fará com que a relação pressão-densidade se desvie ao longo da vida útil da ferramenta.
Como Aplicar Isso ao Seu Objetivo
Sua estratégia para alcançar a consistência depende do seu objetivo. Use estes princípios para focar seus esforços onde eles terão o maior impacto.
- Se seu foco principal é a fabricação de alto volume: Implemente um rigoroso controle de qualidade de entrada para todos os lotes de pó e use o controle estatístico de processo (CEP) para monitorar o processo, sinalizando quaisquer desvios em tempo real.
- Se seu foco principal é pesquisa e desenvolvimento: Documente meticulosamente todas as características do pó (tamanho, forma, morfologia, pureza) e parâmetros do processo (taxa de pressão, tempo de permanência) para cada experimento, a fim de garantir que seus resultados sejam válidos e repetíveis.
- Se seu foco principal é a solução de problemas de inconsistência do processo: Comece auditando seu fornecimento de pó para variações lote a lote e inspecionando seu ferramental quanto a desgaste, pois esses são os culpados mais frequentes.
Ao controlar sistematicamente essas variáveis de pó e processo, você pode garantir uma relação pressão-densidade estável e previsível para seus componentes.
Tabela Resumo:
| Fator Chave | Descrição | Impacto na Relação Pressão-Densidade |
|---|---|---|
| Tamanho e Distribuição de Partículas | Mistura consistente de tamanhos de partículas | Determina a eficiência do empacotamento e o caminho de densificação |
| Forma e Morfologia das Partículas | Formas esféricas vs. irregulares | Afeta o atrito interparticular e o rearranjo sob pressão |
| Fluxibilidade e Densidade Aparente | Estado inicial de empacotamento do pó | Estabelece a linha de base para a densidade; deve ser idêntico para repetibilidade |
| Aplicação e Taxa de Pressão | Velocidade de aumento da pressão | Garante rearranjo uniforme de partículas e escape de gás |
| Pressão Máxima e Tempo de Permanência (Dwell Time) | Pressão de pico e duração da manutenção | Crucial para deformação plástica e alcance da densidade final |
| Consistência do Ferramental (Molde) | Material, espessura e condição do molde | Influencia a transmissão de pressão; o desgaste causa desvio nos resultados |
Obtenha consistência impecável em seus processos de compactação isostática com a KINTEK! Nossas máquinas de laboratório especializadas, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, são projetadas para fornecer controle preciso sobre as relações de pressão e densidade. Seja você na fabricação de alto volume, P&D ou solução de problemas, o equipamento KINTEK garante resultados repetíveis, mantendo rigorosos parâmetros de pó e processo. Não deixe que as variações o impeçam —entre em contato conosco hoje para saber como nossas soluções podem aumentar a eficiência e a qualidade de seus produtos em laboratório!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Por que os cátodos compósitos devem ser selados em sacos de laminação a vácuo para WIP? Garanta a Estabilidade e Densidade da Bateria
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP
- Qual é a função dos moldes elásticos na prensagem isostática a quente? Alcançar Densidade Uniforme em Partículas Compostas
- Qual é o mecanismo de uma Prensa Isostática a Quente (WIP) no queijo? Domine a Pasteurização a Frio para uma Segurança Superior
- Qual é a importância do controle de temperatura na Prensagem Isostática a Quente? Desbloqueie a Densificação Uniforme e a Estabilidade do Processo



















