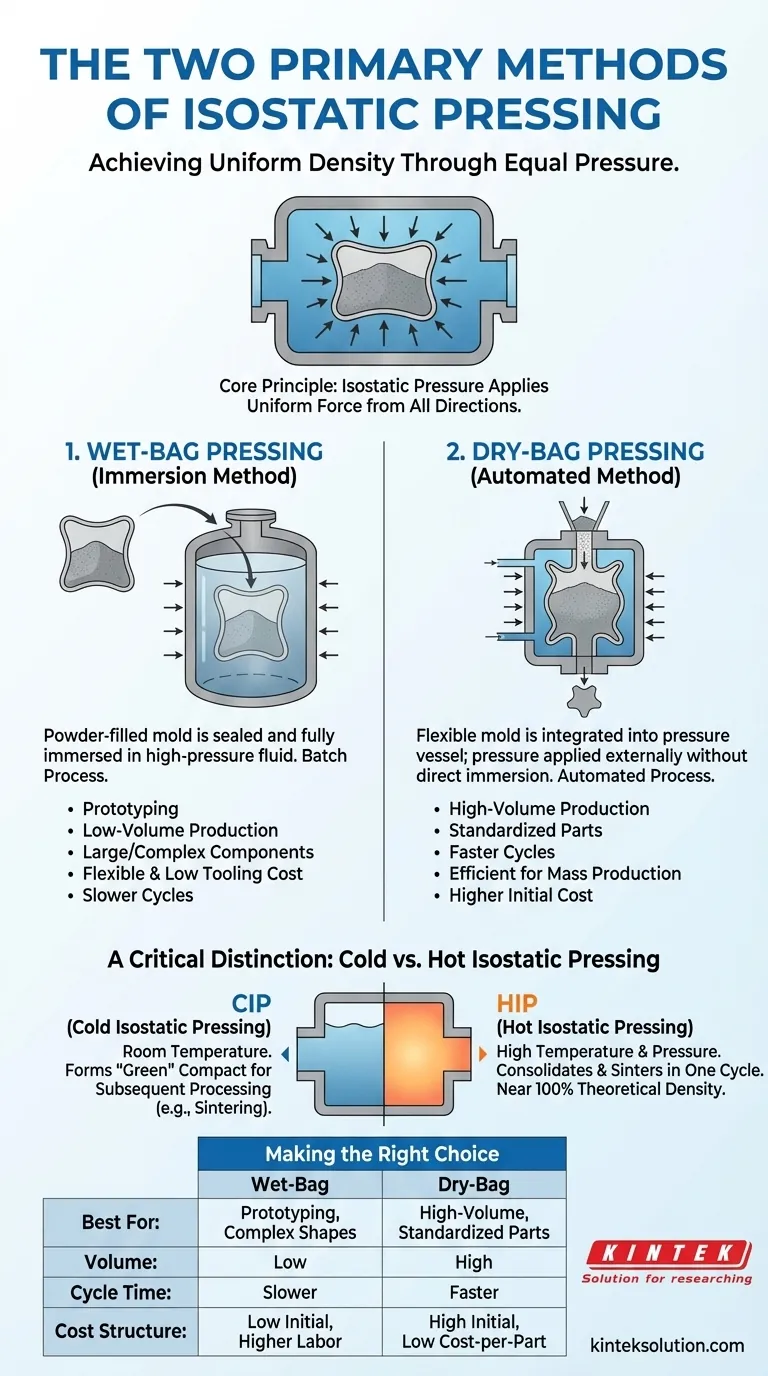
Os dois principais métodos de prensagem isostática são a prensagem Wet-Bag e Dry-Bag. Na prensagem Wet-Bag, um molde flexível preenchido com pó é selado e totalmente imerso em um fluido de alta pressão. Em contraste, a prensagem Dry-Bag integra o molde flexível no próprio vaso de pressão, permitindo ciclos automatizados e mais rápidos, onde o fluido de pressão é aplicado externamente ao molde sem imersão direta da peça.
Embora a ferramenta e o fluxo de trabalho diferenciem a prensagem Wet-Bag da Dry-Bag, ambos os métodos são impulsionados pelo mesmo objetivo fundamental: aplicar pressão perfeitamente uniforme de todas as direções para consolidar um pó em um componente sólido e altamente uniforme.

Compreendendo o Princípio Central: O Objetivo da Densidade Uniforme
A prensagem isostática é um processo de metalurgia do pó projetado para superar as limitações da prensagem uniaxial (direção única) tradicional.
Como Funciona a Pressão Isostática
O processo começa colocando-se um pó em um molde ou recipiente flexível e selado. Este conjunto é então submetido a uma pressão extrema que é transmitida através de um meio fluido, como água, óleo ou um gás inerte como o argônio.
Como o fluido transmite pressão igualmente em todas as direções, a força de compressão sobre o pó é perfeitamente uniforme em toda a superfície da peça, independentemente da sua forma.
Benefícios Principais: Uniformidade e Complexidade
Esta aplicação de pressão uniforme é a vantagem central da prensagem isostática. Minimiza as variações de densidade interna e as tensões que afetam as peças prensadas uniaxialmente, resultando em um componente "verde" (não sinterizado) com resistência e consistência superiores.
O método é excepcionalmente adequado para produzir peças com geometrias complexas, rebaixos ou altas relações comprimento/diâmetro que são difíceis ou impossíveis de formar com outras técnicas de compactação.
Os Dois Métodos: Prensagem Wet-Bag vs. Dry-Bag
A principal distinção entre os métodos de prensagem isostática reside em como a peça é introduzida no vaso de pressão.
Prensagem Isostática Wet-Bag: O Método de Imersão
No processo Wet-Bag, o molde preenchido com pó é um componente autônomo. Ele é hermeticamente selado e, em seguida, fisicamente submerso em um vaso de pressão cheio de um meio líquido.
Este método é análogo a um processo em lote. Múltiplas peças, cada uma em seu próprio saco selado, podem frequentemente ser prensadas simultaneamente em um vaso grande.
Características do Wet-Bag
A prensagem Wet-Bag oferece máxima flexibilidade. É ideal para prototipagem, produção de baixo volume e fabricação de componentes muito grandes ou altamente complexos, pois a ferramenta (o saco flexível) é relativamente barata e fácil de trocar.
Prensagem Isostática Dry-Bag: O Método Automatizado
No processo Dry-Bag, o molde flexível é parte integrante da ferramenta do vaso de pressão. O pó é carregado no molde, o vaso é fechado e o fluido de pressão é bombeado para o espaço entre a parede do vaso e a parte externa do molde.
A peça nunca entra em contato direto com o fluido de pressão, daí o termo "dry bag" (saco seco). Este design é altamente propício à automação.
Características do Dry-Bag
A prensagem Dry-Bag é projetada para velocidade e eficiência. Seus tempos de ciclo mais curtos a tornam o método preferido para produção de alto volume de peças menores e mais padronizadas, como isoladores de velas de ignição ou pré-formas de ferramentas de carboneto.
Uma Distinção Crítica: Prensagem Isostática a Frio vs. a Quente
Os métodos de ferramental acima (Wet-Bag e Dry-Bag) são mais frequentemente associados à Prensagem Isostática a Frio, mas a temperatura é outra variável crítica.
Prensagem Isostática a Frio (CIP)
CIP é realizada à temperatura ambiente ou próxima a ela. Tanto os métodos Wet-Bag quanto Dry-Bag são principalmente formas de CIP. O objetivo é compactar o pó em uma peça verde com resistência suficiente para manuseio e processamento subsequente, como usinagem ou sinterização.
Prensagem Isostática a Quente (HIP)
HIP combina pressão intensa com temperaturas muito altas dentro do vaso. Utiliza um gás inerte (como argônio) como meio de pressão para simultaneamente compactar e sinterizar o pó.
Este processo pode atingir densidade teórica de quase 100%, eliminando toda a porosidade interna e criando uma peça final com propriedades mecânicas superiores em uma única etapa.
Compreendendo os Compromissos
A escolha do método correto requer equilibrar as necessidades de produção com os requisitos do componente.
Volume de Produção vs. Complexidade da Peça
O CIP Wet-Bag é o campeão da complexidade e do tamanho, mas sua natureza manual e orientada a lote o torna lento. O CIP Dry-Bag se destaca na produção rápida e de alto volume, mas é limitado a formas mais simples e repetíveis.
Custo Inicial vs. Custo Por Peça
Os sistemas Dry-Bag exigem um investimento inicial significativo em ferramentas automatizadas especializadas. No entanto, para corridas de produção elevadas, o custo por peça torna-se muito baixo. Os sistemas Wet-Bag têm baixos custos iniciais de ferramental, mas custos de mão de obra mais altos e tempos de ciclo mais longos.
Resistência Verde vs. Densidade Final
O CIP (tanto úmido quanto seco) produz um compacto verde forte que quase sempre requer uma etapa separada de sinterização a alta temperatura para atingir sua densidade e resistência finais. O HIP, embora mais caro e complexo, consolida e sinteriza o material em um ciclo para produzir uma peça final totalmente densa.
Fazendo a Escolha Certa Para o Seu Objetivo
Os requisitos específicos da sua aplicação para volume, complexidade e propriedades finais do material determinarão o caminho correto.
- Se o seu foco principal for prototipagem, tiragens de baixo volume ou formas grandes/complexas: O CIP Wet-Bag oferece a maior versatilidade com baixos custos de ferramental.
- Se o seu foco principal for produção automatizada de alto volume de peças padronizadas: O CIP Dry-Bag oferece a velocidade e o baixo custo por peça necessários para a fabricação em massa.
- Se o seu foco principal for atingir a máxima densidade possível e propriedades superiores do material: A Prensagem Isostática a Quente (HIP) é a escolha definitiva para eliminar toda a porosidade interna em componentes críticos.
Em última análise, selecionar a técnica de prensagem isostática correta permite que você projete materiais com um nível de uniformidade e desempenho que outros métodos não conseguem igualar.
Tabela de Resumo:
| Método | Descrição do Processo | Melhor Para | Características Principais |
|---|---|---|---|
| Wet-Bag | Molde preenchido com pó é selado e totalmente imerso em fluido de alta pressão | Prototipagem, produção de baixo volume, componentes grandes/complexos | Flexível, baixo custo de ferramental, processo em lote, ciclos mais lentos |
| Dry-Bag | Molde flexível é integrado ao vaso de pressão; pressão aplicada externamente sem imersão | Produção de alto volume, peças padronizadas (por exemplo, isoladores de velas de ignição) | Automatizado, ciclos mais rápidos, custo inicial mais alto, eficiente para produção em massa |
Precisa de orientação especializada para selecionar a prensa isostática certa para o seu laboratório? A KINTEK é especializada em máquinas de prensa de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às suas necessidades específicas de densidade uniforme e componentes de alto desempenho. Se você está prototipando com Wet-Bag ou dimensionando a produção com Dry-Bag, nossas soluções oferecem precisão e eficiência. Entre em contato conosco hoje para discutir como podemos aprimorar as capacidades do seu laboratório e alcançar resultados superiores!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Como a Prensagem Isostática a Quente (Warm Isostatic Pressing) difere dos métodos de prensagem tradicionais? Obtenha Densidade Uniforme para Peças Complexas
- Qual é o mecanismo de uma Prensa Isostática a Quente (WIP) no queijo? Domine a Pasteurização a Frio para uma Segurança Superior
- Qual é a função da pressão hidráulica na prensagem isostática a quente? Alcançar Densidade Uniforme do Material
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP
- Qual é o papel do material flexível na prensagem isostática a quente? Chave para Densidade Uniforme e Precisão



















