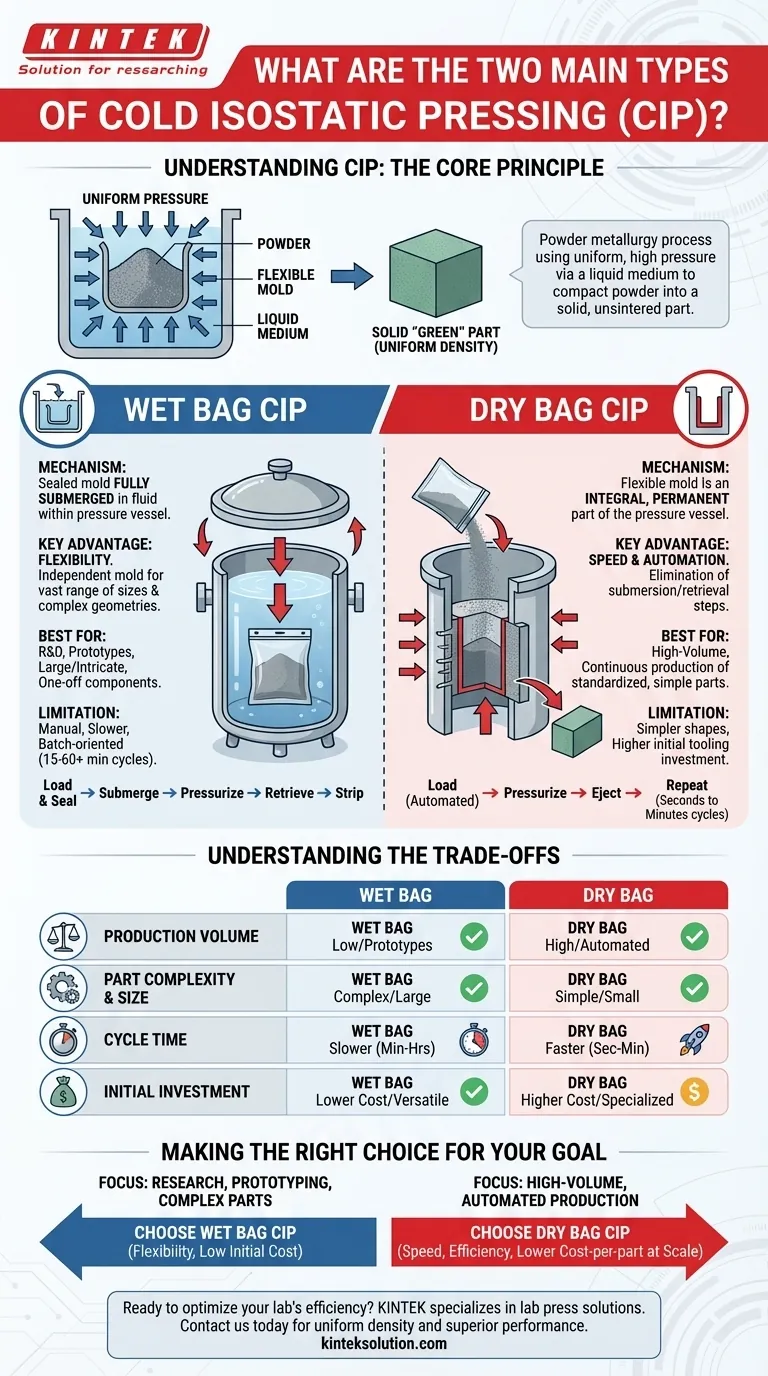
Em sua essência, a Prensagem Isostática a Frio (CIP) é categorizada em dois métodos primários: prensagem por Saco Úmido (Wet Bag) e Saco Seco (Dry Bag). A diferença fundamental reside em como o material em pó, selado em um molde flexível, interage com o fluido de alta pressão. Na prensagem por Saco Úmido, o molde selado é totalmente submerso no fluido dentro de um vaso de pressão, enquanto na prensagem por Saco Seco, o molde é uma parte integrante do próprio vaso de pressão.
Sua escolha entre a tecnologia Wet Bag e Dry Bag é uma decisão estratégica impulsionada pelo volume de produção e pela complexidade da peça. O Wet Bag oferece flexibilidade máxima para protótipos e formas complexas, enquanto o Dry Bag é projetado para a velocidade e automação exigidas na fabricação de alto volume.

O que é Prensagem Isostática a Frio (CIP)?
O Princípio Central
A Prensagem Isostática a Frio é um processo de metalurgia do pó. Envolve a colocação de pó em um molde flexível e sua submissão a uma pressão uniforme e alta de todas as direções, usando um meio líquido, geralmente em temperatura ambiente.
Essa pressão "isostática" compacta o pó em uma peça "verde" sólida. O termo "verde" significa simplesmente que a peça está em um estado intermediário, não sinterizado.
O Objetivo: Densidade Uniforme
Ao contrário da prensagem uniaxial tradicional, que aplica força de apenas uma ou duas direções, a CIP garante que a pressão seja aplicada igualmente de todos os lados.
Isso elimina variações de densidade dentro da peça, resultando em um componente altamente uniforme e estruturalmente sólido. Essa consistência é crítica para o sucesso das etapas de fabricação subsequentes, como a sinterização ou a Prensagem Isostática a Quente (HIP).
Materiais e Aplicações Comuns
A CIP é excepcionalmente versátil e pode ser usada para uma ampla gama de materiais que são difíceis de compactar.
As aplicações comuns incluem a formação de pós cerâmicos como alumina (Al2O3) para cascas de velas de ignição, nitreto de silício (Si3N4) para componentes industriais, grafite para cadinhos de fusão e pós de tungstênio para várias formas. Também é usada para criar tarugos de metais de alta liga antes de um processamento posterior.
Aprofundando: O Processo Wet Bag
O Mecanismo
No CIP Wet Bag, o pó é carregado em um molde flexível e estanque, que é então selado. Todo este conjunto selado é submerso em um vaso de pressão cheio de um fluido (como água ou óleo). O vaso é então pressurizado, compactando a peça.
Vantagem Chave: Flexibilidade
O método Wet Bag é definido por sua flexibilidade. Como o molde é independente do vaso de pressão, ele pode ser usado para uma vasta gama de tamanhos de peças e geometrias complexas.
Isso o torna a escolha ideal para pesquisa e desenvolvimento, prototipagem e a produção de componentes muito grandes ou intrincados, únicos.
Limitação Principal: Mão de Obra e Velocidade
O processo é manual e por lotes. Cada molde deve ser individualmente carregado, selado, submerso, recuperado e desmoldado. Isso torna o CIP Wet Bag um processo mais lento e intensivo em mão de obra, inadequado para produção de alto volume.
Aprofundando: O Processo Dry Bag
O Mecanismo
No CIP Dry Bag, o molde flexível é uma parte integral e permanente do vaso de pressão. O pó é carregado diretamente neste molde embutido. A pressão é então aplicada automaticamente à parte externa do molde.
Após a compactação, a peça acabada é ejetada, e o sistema está imediatamente pronto para o próximo ciclo.
Vantagem Chave: Velocidade e Automação
O processo Dry Bag é projetado para velocidade e automação. Os tempos de ciclo são significativamente mais rápidos do que no processo Wet Bag porque a etapa demorada de submersão e recuperação do molde é eliminada.
Essa eficiência o torna o método dominante para produção contínua de alto volume de peças padronizadas, como isoladores de velas de ignição ou pequenos tubos cerâmicos.
Limitação Principal: Simplicidade e Ferramental
Este método é mais adequado para formas mais simples e uniformes que podem ser facilmente preenchidas e ejetadas. O investimento inicial em ferramental também é maior, pois a prensa é construída sob medida em torno de um design de molde específico.
Compreendendo as Trocas: Wet Bag vs. Dry Bag
Volume de Produção
O Wet Bag é a escolha clara para pequenas tiragens, peças únicas e protótipos. O Dry Bag é construído para fabricação automatizada de alto volume, onde são necessárias milhares ou milhões de peças idênticas.
Complexidade e Tamanho da Peça
O Wet Bag se destaca na produção de peças grandes e componentes com geometrias complexas e irregulares. O Dry Bag é limitado a formas menores, mais simples e mais simétricas devido às restrições de seu ferramental integrado.
Tempo de Ciclo
Os sistemas Dry Bag apresentam tempos de ciclo dramaticamente mais curtos, muitas vezes medidos em segundos a alguns minutos. Os ciclos Wet Bag são muito mais longos, geralmente levando de 15 a 60 minutos ou mais, devido ao manuseio manual envolvido.
Investimento Inicial
Os sistemas Wet Bag geralmente têm um custo inicial mais baixo e um ferramental mais versátil e barato. Os sistemas Dry Bag exigem um investimento inicial maior em equipamentos especializados, mas esse custo é compensado por um custo por peça muito menor em volumes de produção elevados.
Fazendo a Escolha Certa para Seu Objetivo
Os requisitos específicos de sua aplicação para volume, complexidade e velocidade determinarão o método CIP correto.
- Se seu foco principal é pesquisa, prototipagem ou produção de componentes grandes e complexos: O CIP Wet Bag oferece a flexibilidade necessária e baixo custo inicial de ferramental.
- Se seu foco principal é a produção automatizada de alto volume de peças padronizadas: O CIP Dry Bag é a escolha superior por sua velocidade, eficiência e menor custo por peça em escala.
Compreender essa diferença fundamental entre flexibilidade e automação é fundamental para alavancar o CIP de forma eficaz em sua estratégia de fabricação.
Tabela Resumo:
| Aspecto | CIP Wet Bag | CIP Dry Bag |
|---|---|---|
| Mecanismo | Molde submerso em fluido | Molde integrado no vaso |
| Melhor Para | Protótipos, formas complexas | Produção automatizada de alto volume |
| Tempo de Ciclo | Mais lento (15-60+ min) | Mais rápido (segundos a minutos) |
| Custo Inicial | Menor | Maior |
Pronto para otimizar a eficiência do seu laboratório com a prensa isostática a frio certa? A KINTEK é especializada em máquinas de prensa de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, adaptadas às necessidades do laboratório. Se você está lidando com protótipos ou produção de alto volume, nossas soluções garantem densidade uniforme e desempenho superior. Entre em contato conosco hoje para discutir como podemos apoiar seus requisitos específicos e aprimorar seus processos de fabricação!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós








