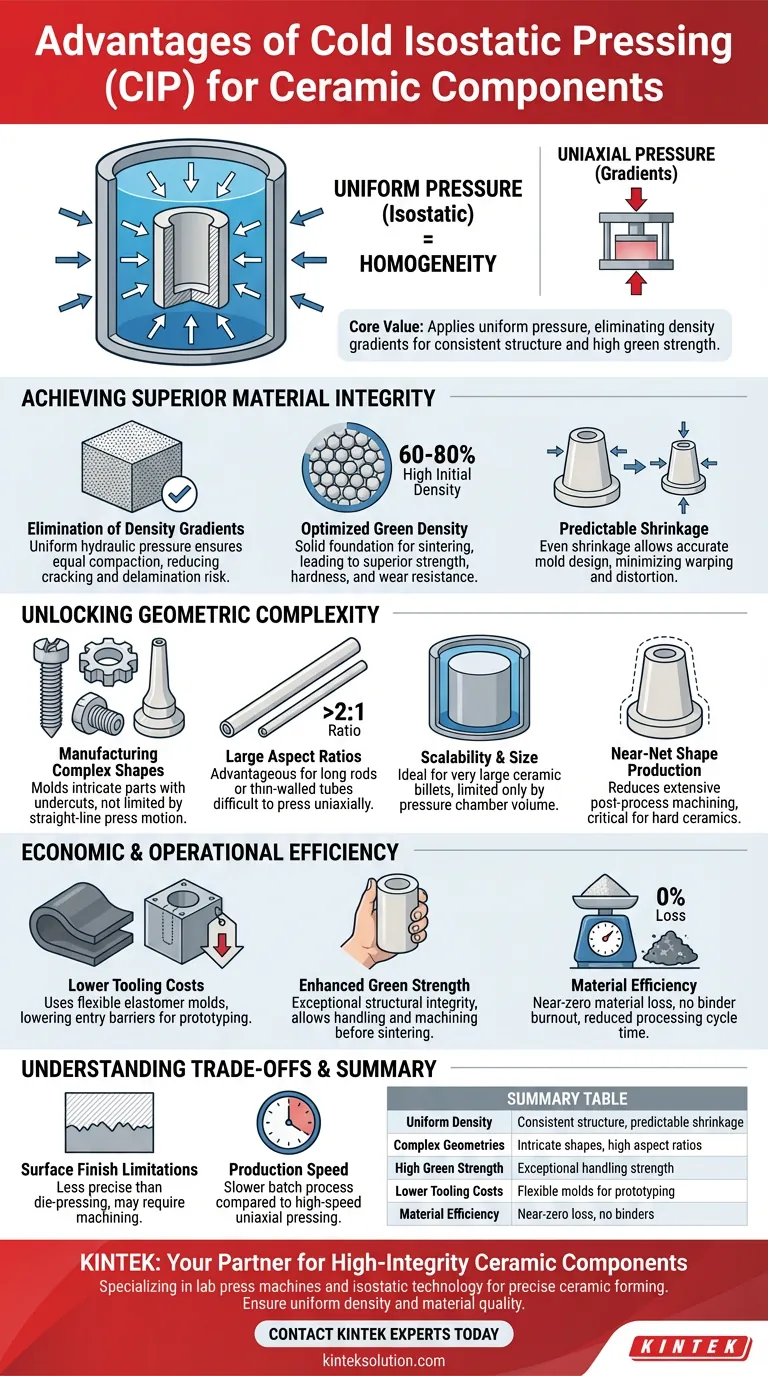
A Prensagem Isostática a Frio (CIP) oferece uma vantagem distinta na fabricação de componentes cerâmicos ao aplicar pressão uniforme de todas as direções, em vez de apenas um eixo. Esta aplicação "isostática" elimina os gradientes de densidade interna comuns na prensagem convencional, resultando em peças com estrutura consistente, alta resistência a verde e comportamento previsível durante a sinterização. É particularmente eficaz para a produção de formas grandes, complexas ou com alta relação de aspecto que rachariam ou distorceriam sob pressão uniaxial.
O valor central da CIP reside na homogeneidade. Ao submeter o material a uma pressão igual em todos os lados, garante que a densidade seja uniforme em toda a peça, o que é o fator crítico para prevenir distorções e maximizar a resistência do material após a queima.

Alcançando Integridade Superior do Material
Eliminação de Gradientes de Densidade
Na prensagem uniaxial tradicional, o atrito cria densidade desigual, levando a pontos fracos. A CIP aplica pressão hidráulica uniformemente através de um meio fluido, garantindo que cada milímetro do pó seja compactado igualmente.
Essa uniformidade elimina os "gradientes de prensagem" que frequentemente causam tensões internas. Consequentemente, o risco de rachaduras ou delaminação durante o processo de queima subsequente é significativamente reduzido.
Densidade a Verde Otimizada
A CIP geralmente atinge uma densidade a verde de 60% a 80% do máximo teórico. Essa alta densidade inicial fornece uma base sólida para a fase de sinterização.
Como as partículas são compactadas de forma apertada e uniforme, o componente sinterizado final exibe propriedades mecânicas superiores, incluindo maior resistência, dureza e resistência ao desgaste.
Encolhimento Previsível
As cerâmicas encolhem durante a sinterização, e o encolhimento desigual leva a peças empenadas. Como a CIP cria uma distribuição de densidade uniforme, o encolhimento ocorre uniformemente em todas as direções.
Essa previsibilidade permite que os engenheiros projetem moldes que considerem com precisão a redução de tamanho, garantindo que o componente final atenda às especificações dimensionais com distorção mínima.
Desbloqueando a Complexidade Geométrica
Fabricação de Formas Complexas
A CIP não é restrita pelo movimento rígido em linha reta das prensas mecânicas. Ela pode moldar efetivamente formas intrincadas, como tubos, ferrites para eletrônicos e componentes com rebaixos.
É especialmente vantajosa para peças com altas relações de aspecto (maiores que 2:1), como hastes longas ou tubos de parede fina, que são difíceis de prensar uniaxialmente sem quebrar.
Escalabilidade e Tamanho
A única limitação no tamanho da peça é o volume da câmara de pressão. Isso torna a CIP ideal para produzir billets cerâmicos muito grandes ou pré-formas que excedem as capacidades de tonelagem das prensas de matriz padrão.
Produção de Forma Quase Final (Near-Net Shape)
Ao formar peças que estão próximas de sua geometria final, a CIP reduz a necessidade de usinagem pós-processamento extensiva. Isso é crucial ao trabalhar com cerâmicas, que são difíceis e caras de usinar uma vez endurecidas.
Eficiência Econômica e Operacional
Custos de Ferramental Mais Baixos
A CIP utiliza moldes flexíveis (bolsas) feitos de elastômeros em vez de matrizes de metal caras e de alta precisão. Isso reduz significativamente a barreira de entrada para prototipagem ou pequenas séries de produção.
Resistência a Verde Aprimorada
A intensa pressão usada na CIP resulta em um corpo "a verde" (não sinterizado) com excepcional integridade estrutural. Essas peças são fortes o suficiente para serem manuseadas, usinadas ou moldadas posteriormente antes da etapa final de sinterização, reduzindo as taxas de quebra durante o processamento.
Eficiência de Material
O processo evita reações químicas e fusão, levando a perda de material próxima de zero. Além disso, como geralmente não são necessárias etapas de queima de ligante ou secagem extensiva, o tempo total do ciclo de processamento é reduzido em comparação com métodos de conformação úmida.
Compreendendo as Compensações
Limitações de Acabamento de Superfície
Como os moldes são flexíveis, o acabamento superficial de um componente CIP é geralmente menos preciso do que o de uma peça prensada em matriz. Os fabricantes devem prever a necessidade de alguma usinagem de superfície se tolerâncias externas rigorosas forem necessárias.
Velocidade de Produção
Embora eficiente para peças complexas ou grandes, a CIP é geralmente um processo em batelada. Ela pode ter tempos de ciclo mais lentos em comparação com a prensagem uniaxial automatizada de alta velocidade usada para peças simples de alto volume, como azulejos ou pequenas arruelas.
Fazendo a Escolha Certa para o Seu Objetivo
Para determinar se a Prensagem Isostática a Frio é a solução correta para sua aplicação, considere suas restrições específicas:
- Se o seu foco principal é geometria complexa: Utilize a CIP para peças com altas relações de aspecto, cavidades internas ou formas irregulares que sofreriam variações de densidade em uma matriz rígida.
- Se o seu foco principal é qualidade do material: Escolha a CIP para garantir estrutura de grão uniforme e alta resistência à fadiga em componentes estruturais críticos.
- Se o seu foco principal é prototipagem: Aproveite os baixos custos de ferramental da CIP para testar projetos de cerâmica sem investir em ferramental rígido caro.
A CIP é a escolha definitiva quando a uniformidade estrutural interna é mais crítica do que o detalhamento de superfície de alta velocidade.
Tabela Resumo:
| Vantagem Chave | Descrição |
|---|---|
| Densidade Uniforme | Elimina gradientes internos para estrutura de material consistente e encolhimento previsível. |
| Geometrias Complexas | Permite a produção de formas intrincadas, tubos e peças com altas relações de aspecto. |
| Alta Resistência a Verde | Fornece resistência excepcional ao manuseio antes da sinterização, reduzindo quebras. |
| Custos de Ferramental Mais Baixos | Utiliza moldes flexíveis, ideais para prototipagem e pequenas séries de produção. |
| Eficiência de Material | Perda de material próxima de zero sem necessidade de queima de ligante. |
Precisa produzir componentes cerâmicos de alta integridade com formas complexas?
A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo tecnologia avançada de prensagem isostática, para atender às necessidades precisas de conformação de cerâmica do seu laboratório. Nossa expertise garante que você alcance a densidade uniforme e a qualidade do material críticas para o sucesso da sua aplicação.
Entre em contato com nossos especialistas hoje mesmo para discutir como nossas soluções CIP podem aprimorar seu processo de fabricação de cerâmica.
Guia Visual
Produtos relacionados
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são as vantagens técnicas do equipamento de prensagem isostática a frio em comparação com o equipamento de compressão uniaxial? Saiba Mais!
- Qual é a vantagem de usar uma prensa isostática a frio (CIP)? Aprimorando a precisão do teste de condutividade de cerâmica BCZY5
- Por que o CIP é preferido em relação à prensagem uniaxial para Al 6061? Obtenção de Densidade Uniforme e Ligas de Alto Desempenho
- Por que uma prensa isostática a frio (CIP) de laboratório é necessária para a pesquisa de baterias? Alcançar uniformidade isotrópica
- Como uma prensa isostática a frio melhora a confiabilidade de dispositivos funcionais? Alcance Densidade Isotrópica de Materiais Inigualável











