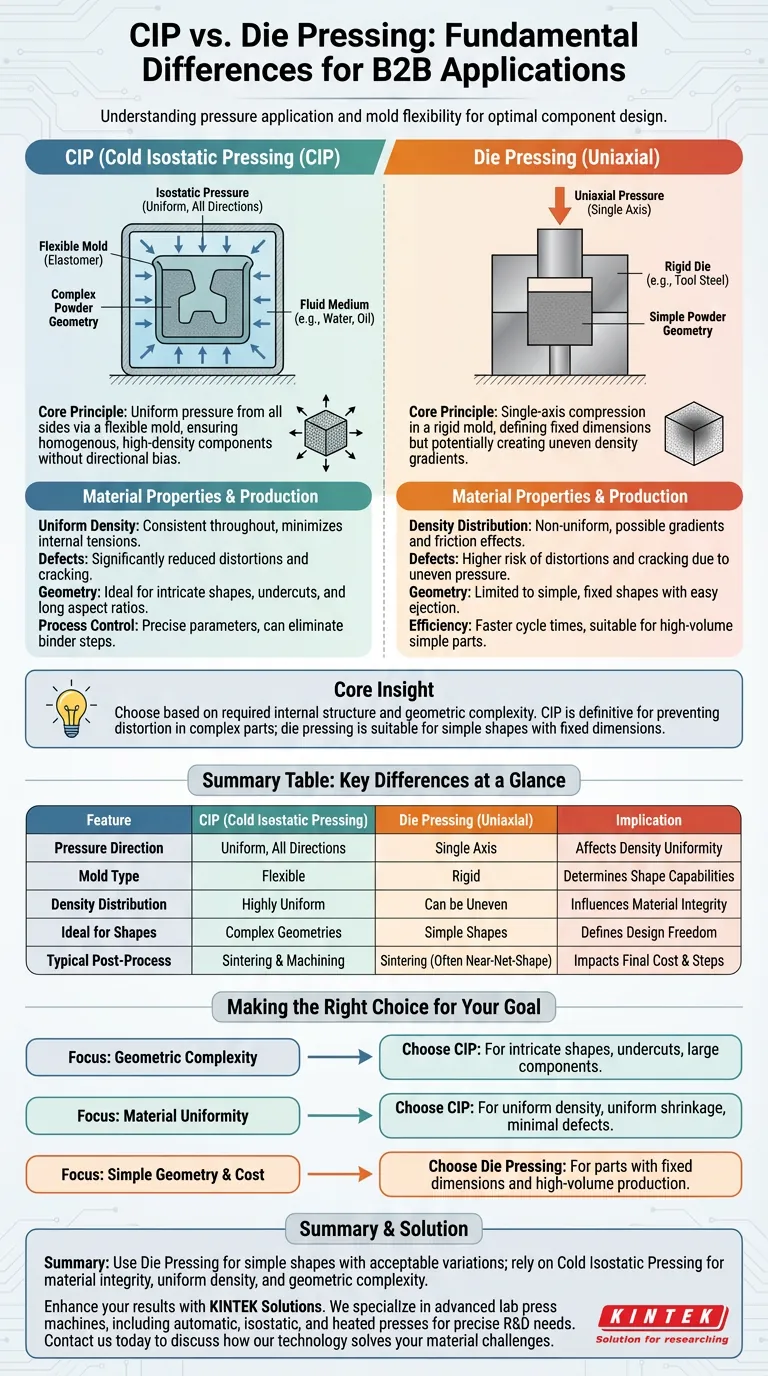
A diferença fundamental reside na direção da pressão aplicada e na flexibilidade do molde. A prensagem em matriz (prensagem uniaxial) utiliza um molde rígido e comprime o pó ao longo de um único eixo, o que pode criar gradientes de densidade desiguais. Em contraste, a Prensagem Isostática a Frio (CIP) submerge um molde flexível em um meio fluido, aplicando pressão uniforme de todas as direções para criar um componente homogêneo e de alta densidade.
Insight Principal: Escolha o processo com base na estrutura interna e na complexidade geométrica exigidas. Enquanto a prensagem em matriz é adequada para formas simples com dimensões fixas, a CIP é a escolha definitiva para evitar distorções em peças complexas, pois sua pressão multidirecional elimina as variações de densidade inerentes à compactação uniaxial.

A Mecânica da Aplicação de Pressão
Força Uniaxial vs. Isostática
A prensagem em matriz é um processo uniaxial. Utiliza uma prensa hidráulica para forçar um punção em uma matriz rígida, comprimindo o material de cima para baixo. Essa abordagem de eixo único cria atrito entre o pó e as paredes da matriz.
A Prensagem Isostática a Frio (CIP) utiliza pressão hidrostática. O material é selado dentro de um molde flexível à prova de vazamentos (elastômero) e imerso em um fluido, tipicamente óleo ou água. O fluido transmite pressão igualmente a todas as superfícies do molde simultaneamente, imitando as condições de pressão encontradas nas profundezas do oceano.
Ferramentas Rígidas vs. Flexíveis
A prensagem em matriz depende de moldes rígidos feitos de aço ferramenta ou carboneto. Estes definem as dimensões fixas da peça, mas restringem a geometria a formas que podem ser ejetadas verticalmente.
A CIP emprega moldes flexíveis feitos de materiais como uretano, borracha ou outros elastômeros. Essa flexibilidade permite que a pressão seja transferida diretamente para o pó, comprimindo-o uniformemente à medida que o molde se deforma, o que é crucial para alcançar formas complexas.
Impacto nas Propriedades do Material
Uniformidade da Densidade
A diferença mais crítica no resultado é a distribuição da densidade. Na prensagem em matriz, a força de direção única muitas vezes resulta em empacotamento de partículas não uniforme; cantos e bordas podem ser menos densos que o centro.
A CIP atinge densidade verde uniforme em toda a peça. Como a pressão atinge de todos os lados, as partículas se empacotam uniformemente, resultando em um "corpo verde" (peça não sinterizada) com resistência e estrutura consistentes.
Integridade Estrutural e Defeitos
A pressão desigual na prensagem em matriz pode levar a distorções e rachaduras. Quando a densidade é inconsistente, a peça encolhe de forma desigual durante a fase subsequente de sinterização, levando a potenciais defeitos estruturais.
A CIP minimiza significativamente as distorções. O estresse de compactação uniforme reduz as tensões internas, prevenindo rachaduras e garantindo que a peça encolha uniformemente durante a sinterização. Isso resulta em propriedades mecânicas superiores, como dureza, resistência e resistência ao desgaste aprimoradas.
Capacidades de Produção e Geometria
Complexidade da Forma
A prensagem em matriz é limitada a geometrias simples e fixas. É ideal para peças com perfis diretos que podem ser facilmente ejetadas de uma matriz rígida.
A CIP se destaca na produção de geometrias intrincadas e complexas. A tecnologia de molde flexível permite a criação de formas com reentrâncias ou longos aspectos que seriam impossíveis de ejetar de uma prensa de matriz rígida.
Eficiência de Processamento
A CIP oferece forte controle sobre parâmetros de processo como pressão e tempo de permanência. Esse controle permite que os fabricantes alcancem microestruturas específicas, como grãos finos, que aprimoram a tenacidade.
Além disso, a CIP pode eliminar etapas de aglutinante. Em algumas aplicações, a CIP elimina a necessidade de aglutinantes de cera e os processos de desenceramento associados necessários em outros métodos de prensagem, otimizando a produção e reduzindo a contaminação do material.
Compreendendo as Compensações
Corpo Verde vs. Peça Final
É vital entender que a CIP produz um corpo verde, não uma peça acabada. A peça compactada geralmente atinge de 60% a 95% de sua densidade teórica, dependendo do material e da pressão.
Embora a peça seja densa e manuseável, ela ainda requer sinterização (aquecimento) para atingir a resistência final. Ao contrário da Prensagem Isostática a Quente (HIP), que combina calor e pressão, a CIP é um processo à temperatura ambiente focado apenas na compactação.
Acabamento de Superfície e Tolerância
Como a CIP usa moldes flexíveis, o acabamento de superfície e as tolerâncias dimensionais geralmente não são tão precisos quanto a "forma final" alcançada pela prensagem em matriz rígida. Peças CIP frequentemente requerem usinagem secundária para atingir dimensões finais precisas, enquanto peças prensadas em matriz podem não precisar.
Fazendo a Escolha Certa para o Seu Objetivo
A decisão entre CIP e prensagem em matriz se resume a um equilíbrio entre complexidade geométrica e a necessidade de uniformidade estrutural.
- Se o seu foco principal é a Complexidade Geométrica: Escolha CIP, pois suas ferramentas flexíveis permitem a produção de formas intrincadas, reentrâncias e componentes grandes que matrizes rígidas não podem acomodar.
- Se o seu foco principal é a Uniformidade do Material: Escolha CIP para garantir distribuição uniforme da densidade, minimizar defeitos internos e garantir encolhimento uniforme durante a sinterização.
- Se o seu foco principal é a Geometria Simples: Escolha Prensagem em Matriz para peças com dimensões simples e fixas onde o custo e o tempo de ciclo da prensagem isostática não são justificados.
Resumo: Use Prensagem em Matriz para formas simples onde pequenas variações de densidade são aceitáveis; confie na Prensagem Isostática a Frio quando a integridade do material, a densidade uniforme e a complexidade geométrica forem inegociáveis.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem em Matriz (Uniaxial) |
|---|---|---|
| Direção da Pressão | Uniforme, de todas as direções (Isostática) | Eixo único (Uniaxial) |
| Tipo de Molde | Flexível (ex: uretano, borracha) | Rígido (ex: aço ferramenta) |
| Distribuição da Densidade | Altamente uniforme, minimiza defeitos | Pode ter gradientes e densidade desigual |
| Ideal para Formas | Geometrias complexas, reentrâncias, aspectos longos | Formas simples com dimensões fixas |
| Processo Pós-Processo Típico | Requer sinterização; usinagem secundária frequentemente necessária | Requer sinterização; frequentemente forma próxima da final |
Precisa produzir peças complexas e de alta integridade com densidade uniforme?
Na KINTEK, nos especializamos em máquinas de prensa de laboratório avançadas, incluindo prensa de laboratório automática, prensa isostática e prensa de laboratório aquecida, projetadas para atender às necessidades precisas de pesquisa e desenvolvimento de laboratório. Nossas soluções de Prensagem Isostática a Frio (CIP) oferecem a uniformidade de material e a flexibilidade geométrica que seus projetos exigem.
Deixe nossa experiência aprimorar seus resultados. Entre em contato com nossa equipe hoje mesmo para discutir como nossa tecnologia de prensagem pode resolver seus desafios específicos de material!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Molde de prensa cilíndrica para laboratório com balança
As pessoas também perguntam
- Quais são os principais recursos dos sistemas automatizados de Prensa Isostática a Frio (CIP) de laboratório? Obtenha Consolidação Precisa de Pó sob Alta Pressão
- Para que tipos de materiais e aplicações os sistemas automatizados de CIP são particularmente benéficos? Desbloqueie a Pureza e Formas Complexas
- Qual é a função principal de uma Prensa Isostática a Frio (CIP) na preparação de NASICON? Alcançar 96% da Densidade Teórica
- Como uma Prensa Isostática a Frio (CIP) facilita a preparação de corpos verdes de carboneto de silício (SiC) dopados com CaO?
- Por que a Prensagem Isostática a Frio (CIP) é aplicada após a prensagem uniaxial? Otimizar a Densidade do Precursor de Supercondutor










