Em essência, a principal vantagem da compactação isostática sobre a prensagem a frio convencional é a sua capacidade de produzir peças com densidade excepcionalmente uniforme. Isso é alcançado aplicando pressão igualmente de todas as direções através de um fluido, o que elimina as tensões internas, os gradientes de densidade e as limitações de forma inerentes à prensagem do pó a partir de apenas uma ou duas direções em uma matriz rígida.
Embora a prensagem a frio convencional se destaque na produção de alta velocidade de formas simples, a prensagem isostática é o método superior para criar componentes complexos e de alto desempenho onde propriedades de material uniformes são críticas para a confiabilidade.

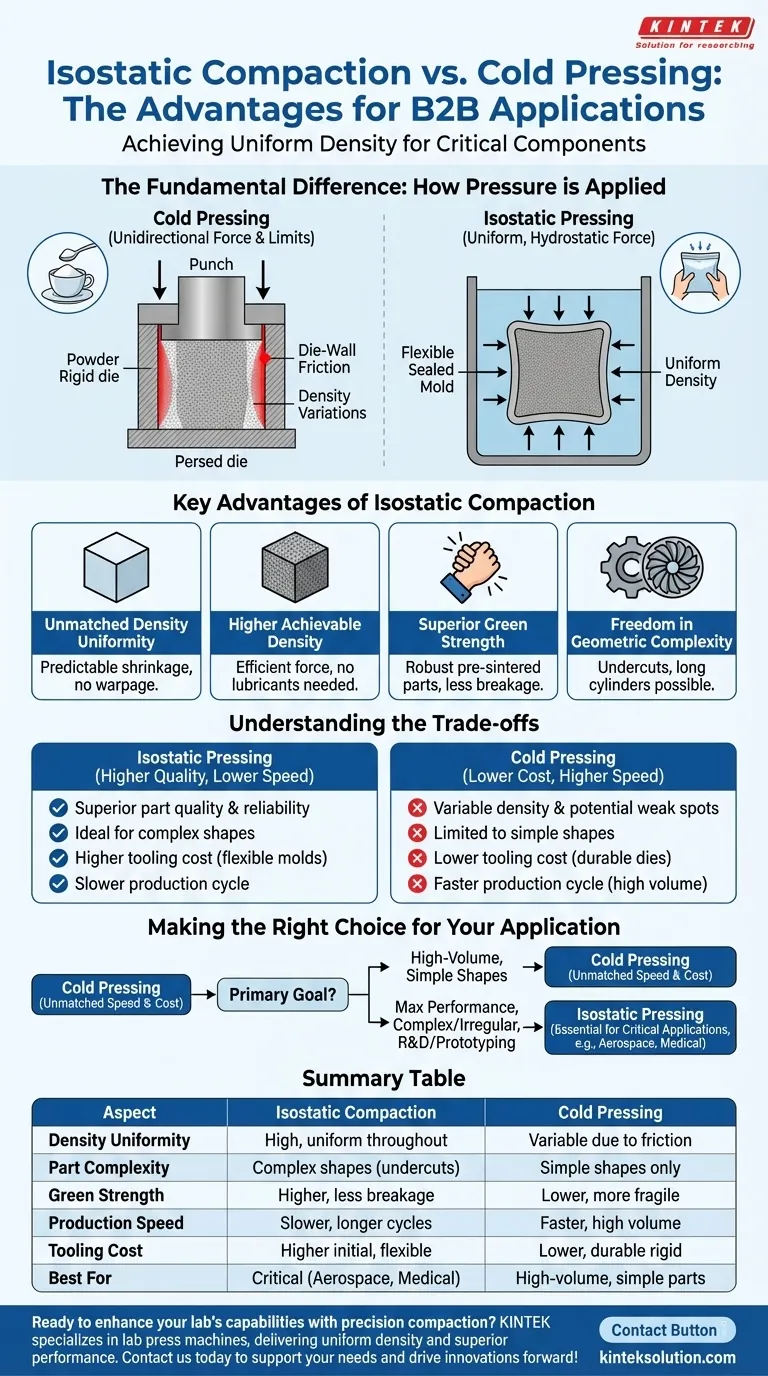
A Diferença Fundamental: Como a Pressão é Aplicada
As vantagens da prensagem isostática decorrem de um princípio fundamental: o método de aplicação da pressão. Entender essa diferença é fundamental para escolher o processo correto.
Prensagem a Frio: Força Unidirecional e Seus Limites
A prensagem a frio tradicional, também conhecida como prensagem uniaxial ou prensagem em matriz, funciona comprimindo o pó dentro de uma cavidade de matriz rígida usando um ou dois punções.
Imagine pressionar um monte de açúcar em um copo com uma colher. O açúcar diretamente sob a colher fica muito denso, mas o açúcar ao longo das laterais do copo fica menos compactado devido ao atrito da parede da matriz. Esse atrito cria variações significativas de densidade por toda a peça, levando a um encolhimento imprevisível durante a sinterização e a possíveis pontos fracos.
Prensagem Isostática: Força Hidrostática Uniforme
A prensagem isostática coloca o pó em um molde flexível e selado, que é então submerso em um fluido. Esse fluido é pressurizado, exercendo força igual em todas as superfícies do molde.
Isso é como apertar um saco selado de farinha com as mãos. A pressão é uniforme, compactando o pó uniformemente por todos os lados. Essa força hidrostática elimina completamente o atrito da parede da matriz, que é a principal fonte de problemas na prensagem uniaxial.
Vantagens Chave na Qualidade e Desempenho da Peça
A eliminação do atrito da parede da matriz e a aplicação de pressão uniforme resultam em vários benefícios tangíveis e significativos para o componente final.
Uniformidade de Densidade Inigualável
Esta é a vantagem mais crítica. Como a pressão é aplicada uniformemente, a peça resultante possui uma densidade altamente uniforme de sua superfície ao seu núcleo. Essa homogeneidade leva a um encolhimento uniforme e previsível durante a fase final de sinterização ou aquecimento, reduzindo drasticamente a deformação e as tensões internas.
Maior Densidade Alcançável
A prensagem isostática geralmente atinge densidades "verdes" (a densidade antes da sinterização) mais altas por duas razões. Primeiro, a ausência de atrito significa que mais da força de compressão é direcionada diretamente para a compactação do pó. Segundo, os lubrificantes das paredes da matriz, que são necessários na prensagem a frio e queimam para deixar poros, são eliminados.
"Resistência a Verde" Superior
Uma peça uniformemente compactada possui uma resistência a verde muito maior, o que significa que o componente pré-sinterizado é robusto e menos propenso a quebrar. Isso é crucial para manusear peças complexas e delicadas durante a fabricação, como movê-las da prensa para o forno.
Liberdade na Complexidade Geométrica
Como a pressão é aplicada por meio de um molde flexível, a prensagem isostática pode produzir formas que são impossíveis para matrizes rígidas. Isso inclui peças com reentrâncias, superfícies côncavas ou relações de aspecto muito longas e finas (cilindros longos) que quebrariam ou compactariam de forma desigual em uma prensa de matriz.
Compreendendo as Compensações
A prensagem isostática oferece qualidade superior, mas não é a solução ideal para todos os cenários. A principal compensação é entre a complexidade da peça e a velocidade de produção.
Velocidade do Processo e Vazão
Para peças simples e de alto volume, como arruelas, buchas ou comprimidos farmacêuticos, a prensagem em matriz convencional é significativamente mais rápida e econômica. Seus tempos de ciclo são medidos em segundos ou frações de segundo, enquanto os ciclos de prensagem isostática são tipicamente muito mais longos.
Custos de Ferramental e Equipamento
Os vasos de alta pressão usados para prensagem isostática representam um investimento de capital significativo. Além disso, os moldes flexíveis têm vida útil finita e são geralmente menos duráveis do que as matrizes de aço endurecido usadas na prensagem a frio, o que pode afetar os custos de ferramental ao longo do tempo.
Precisão Dimensional Antes da Sinterização
Uma matriz rígida fornece controle preciso sobre as dimensões externas da peça em seu estado "verde". A prensagem isostática, usando um molde flexível, pode ter uma variabilidade dimensional ligeiramente maior antes da sinterização, embora sua excelente uniformidade de densidade muitas vezes resulte em melhor controle dimensional final após a sinterização.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do método de compactação correto requer alinhar as capacidades do processo com seu objetivo principal.
- Se seu foco principal for a fabricação de alto volume de formas simples: A prensagem a frio convencional oferece velocidade e custo-benefício inigualáveis.
- Se seu foco principal for o desempenho máximo e a confiabilidade: A prensagem isostática é essencial para criar componentes uniformes e livres de defeitos para aplicações críticas como aeroespacial, médica ou defesa.
- Se seu foco principal for a produção de uma geometria complexa ou irregular: A prensagem isostática é frequentemente o único método tecnicamente viável.
- Se seu foco principal for P&D ou prototipagem: O custo relativamente baixo do ferramental flexível para prensagem isostática pode torná-lo mais econômico para pequenos lotes e iterações de design do que usinar novas matrizes rígidas.
Em última análise, sua escolha depende de uma compreensão clara do desempenho requerido da peça final e das realidades econômicas de sua produção.
Tabela de Resumo:
| Aspecto | Compactação Isostática | Prensagem a Frio |
|---|---|---|
| Uniformidade da Densidade | Alta, uniforme em toda a peça | Variável devido ao atrito da parede da matriz |
| Complexidade da Peça | Pode lidar com formas complexas (ex.: reentrâncias, cilindros longos) | Limitada a formas simples |
| Resistência a Verde | Maior, reduzindo quebras | Menor, mais propenso a danos |
| Velocidade de Produção | Mais lenta, tempos de ciclo mais longos | Mais rápida, ideal para alto volume |
| Custo do Ferramental | Custo inicial mais alto, moldes flexíveis | Custo mais baixo, matrizes rígidas duráveis |
| Melhor Para | Aplicações críticas (ex.: aeroespacial, médico) | Peças simples de alto volume |
Pronto para aprimorar as capacidades do seu laboratório com compactação de precisão? A KINTEK é especializada em prensas de laboratório, incluindo prensas isostáticas, prensas de laboratório automáticas e prensas de laboratório aquecidas, projetadas para fornecer densidade uniforme e desempenho superior para componentes complexos. Se você atua nas áreas aeroespacial, médica ou de P&D, nossas soluções garantem confiabilidade e eficiência. Entre em contato conosco hoje para discutir como podemos apoiar as necessidades do seu laboratório e impulsionar suas inovações!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Quais são as vantagens de processo do uso da Prensagem Isostática a Frio (CIP) para LSMO? Alcançar Densidade Livre de Defeitos
- Para que tipos de materiais e aplicações os sistemas automatizados de CIP são particularmente benéficos? Desbloqueie a Pureza e Formas Complexas
- Que tipos de equipamento estão disponíveis para a prensagem isostática a frio?Explore as soluções CIP para laboratórios e produção
- Como uma Prensa Isostática a Frio (CIP) facilita a preparação de corpos verdes de carboneto de silício (SiC) dopados com CaO?
- Por que uma Prensa Isostática a Frio (CIP) é Necessária Após Prensagem Uniaxial? Alcançando Transparência em Cerâmicas de Nd:Y2O3







