A prensagem isostática liberta fundamentalmente a geometria da peça das restrições da fabricação tradicional. Ao aplicar pressão igual de todas as direções, ela permite a criação de formas altamente complexas com densidade interna uniforme, um feito impossível com métodos que aplicam força a partir de uma única direção. Esta técnica não é apenas uma alternativa; é a tecnologia facilitadora para uma nova classe de designs de componentes.
A principal vantagem da prensagem isostática reside no seu uso de um fluido para transmitir pressão uniformemente sobre uma peça contida num molde flexível. Isto elimina as tensões internas e as variações de densidade que assolam a prensagem tradicional, permitindo que os projetistas criem componentes intrincados e robustos num único passo.

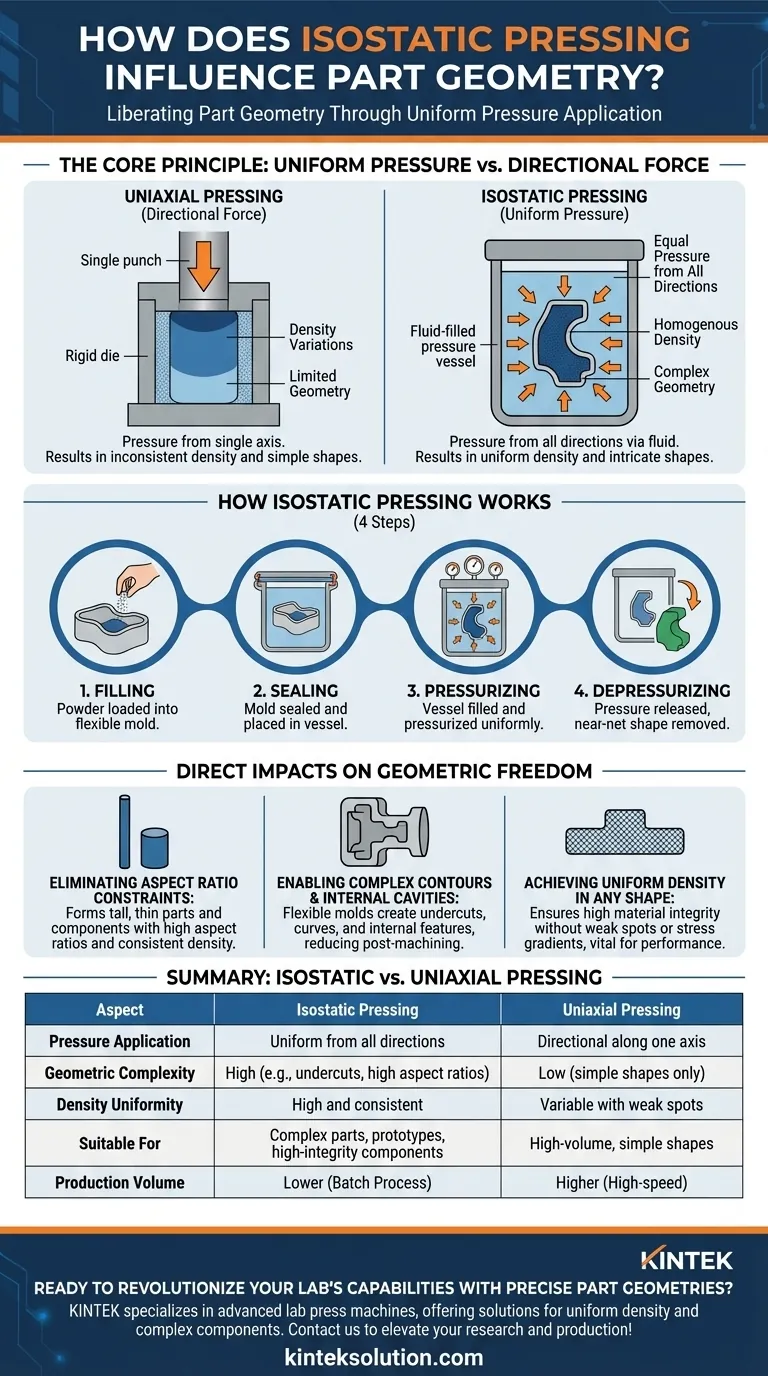
O Princípio Central: Pressão Uniforme vs. Força Direcional
Para entender a liberdade geométrica que a prensagem isostática proporciona, é preciso primeiro entender as limitações da alternativa: a prensagem uniaxial.
A Limitação da Prensagem Uniaxial
Na prensagem uniaxial (ou em matriz), o pó é compactado numa matriz rígida por um punção que aplica força ao longo de um único eixo. Este método é rápido e económico para formas simples como comprimidos ou buchas.
No entanto, o atrito entre o pó e as paredes da matriz impede que a pressão seja transmitida uniformemente. Quanto mais longe o pó estiver do punção, menor será a pressão de compactação, resultando em variações significativas de densidade. Isto restringe severamente a geometria da peça, impossibilitando a produção de peças altas e finas ou componentes com secções transversais complexas.
Como Funciona a Prensagem Isostática
A prensagem isostática supera isto ao submergir um molde flexível cheio de pó num vaso de pressão cheio de fluido. O processo envolve quatro etapas principais:
- Enchimento: O pó é carregado num molde flexível e selado (muitas vezes feito de borracha ou uretano) que define a forma da peça.
- Vedação: O molde é hermeticamente selado e colocado dentro de um vaso de alta pressão.
- Pressurização: O vaso é preenchido com um fluido (como água ou óleo) e pressurizado. Esta pressão é transmitida de forma igual e simultânea a todas as superfícies do molde.
- Despressurização: Após um tempo definido, a pressão é libertada, e a peça compactada, conhecida como "compacto verde", é removida do molde.
Como a pressão é perfeitamente uniforme, o atrito da parede é eliminado, e o pó compacta-se num sólido homogéneo.
Impactos Diretos na Liberdade Geométrica
A mudança da força direcional para a pressão uniforme tem consequências profundas sobre o que pode ser projetado e fabricado.
Eliminação das Restrições de Relação de Aspeto
A prensagem uniaxial é limitada a peças com baixas relações altura/diâmetro. A prensagem isostática remove totalmente esta restrição. Hastes longas, tubos de parede fina e outros componentes com altas relações de aspeto podem ser formados com densidade consistente de cima a baixo.
Possibilitando Contornos Complexos e Cavidades Internas
O uso de um molde flexível é a chave para a complexidade geométrica. Estes moldes podem ser projetados com reentrâncias (undercuts), curvas complexas, espessuras de parede variáveis e até cavidades internas. Uma vez aplicada a pressão, o pó compacta-se nesta "forma quase final" (near-net shape), reduzindo drasticamente a necessidade de usinagem pós-processamento dispendiosa e que desperdiça material.
Atingindo Densidade Uniforme em Qualquer Forma
Para um componente complexo, o desempenho depende da integridade do material. A prensagem isostática cria peças com densidade elevada e uniforme, independentemente da sua forma. Isto evita os pontos fracos internos, os gradientes de tensão e o potencial de empenamento ou fissuração que tornariam inutilizável uma peça complexa feita por outros meios.
Compreendendo as Contrapartidas
Embora poderosa, a prensagem isostática não é a solução universal. As suas vantagens em geometria vêm com considerações específicas.
Tempos de Ciclo Mais Lentos
Em comparação com a natureza automatizada e de alta velocidade da prensagem uniaxial, a prensagem isostática é um processo em lote. Vedação do molde, carregamento do vaso, pressurização e descarregamento demoram significativamente mais tempo, tornando-a menos adequada para a produção de alto volume de peças simples.
Custos de Ferramental e Equipamento
Os vasos de alta pressão necessários para este processo representam um investimento de capital significativo. Além disso, embora os moldes flexíveis sejam mais baratos de criar do que as matrizes de aço endurecido usadas na prensagem uniaxial, eles têm uma vida útil mais curta e podem necessitar de substituição mais frequente.
Controle de Tolerância Dimensional
A peça final, ou compacto verde, encolhe durante a fase subsequente de sinterização (aquecimento). Embora este encolhimento seja previsível, a flexibilidade inerente do molde significa que a prensagem isostática produz formas quase finais em vez de peças perfeitamente acabadas. Tolerâncias mais apertadas podem ainda requerer uma etapa final de usinagem leve.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método de prensagem correto depende inteiramente da complexidade geométrica e dos requisitos de desempenho do seu componente.
- Se o seu foco principal for a produção de alto volume de formas simples (como discos ou cilindros curtos): A prensagem uniaxial continua a ser a escolha mais eficiente e económica.
- Se o seu foco principal for a criação de formas complexas, protótipos ou peças com altas relações de aspeto: A prensagem isostática é o método superior para alcançar liberdade geométrica e um compacto verde uniforme.
- Se o seu foco principal for a máxima integridade do material numa peça complexa (por exemplo, pás de turbina aeroespacial ou implantes médicos): A densidade uniforme e a ausência de defeitos fornecidas pela prensagem isostática são críticas e muitas vezes inegociáveis.
Ao entender o princípio da pressão hidrostática uniforme, pode alavancar a prensagem isostática para projetar e fabricar peças que antes eram consideradas impossíveis.
Tabela de Resumo:
| Aspeto | Prensagem Isostática | Prensagem Uniaxial |
|---|---|---|
| Aplicação da Pressão | Uniforme de todas as direções | Direcional ao longo de um eixo |
| Complexidade Geométrica | Alta (ex: reentrâncias, altas relações de aspeto) | Baixa (apenas formas simples) |
| Uniformidade da Densidade | Elevada e consistente | Variável com pontos fracos |
| Adequado Para | Peças complexas, protótipos, componentes de alta integridade | Alto volume, formas simples |
Pronto para revolucionar as capacidades do seu laboratório com geometrias de peças precisas? A KINTEK especializa-se em máquinas de prensagem de laboratório avançadas, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, concebidas para satisfazer as necessidades exigentes dos laboratórios. As nossas soluções fornecem densidade uniforme e permitem a criação de componentes complexos, reduzindo o pós-processamento e melhorando a integridade do material. Contacte-nos hoje para discutir como o nosso equipamento pode elevar a sua investigação e produção!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP
- Como os materiais de volume sacrificial (SVM) mantêm microcanais na prensagem isostática? Garanta a integridade estrutural
- Qual é a importância do controle de temperatura na Prensagem Isostática a Quente? Desbloqueie a Densificação Uniforme e a Estabilidade do Processo
- Como a Prensagem Isostática a Quente (Warm Isostatic Pressing) difere dos métodos de prensagem tradicionais? Obtenha Densidade Uniforme para Peças Complexas
- Por que os cátodos compósitos devem ser selados em sacos de laminação a vácuo para WIP? Garanta a Estabilidade e Densidade da Bateria



















