Em sua essência, a compactação isostática proporciona uma liberdade geométrica vastamente superior em comparação com a prensagem uniaxial. Isso ocorre porque os métodos isostáticos aplicam pressão uniforme e multidirecional a uma massa de pó, eliminando as restrições geométricas e as variações de densidade inerentes à força de eixo único da prensagem uniaxial.
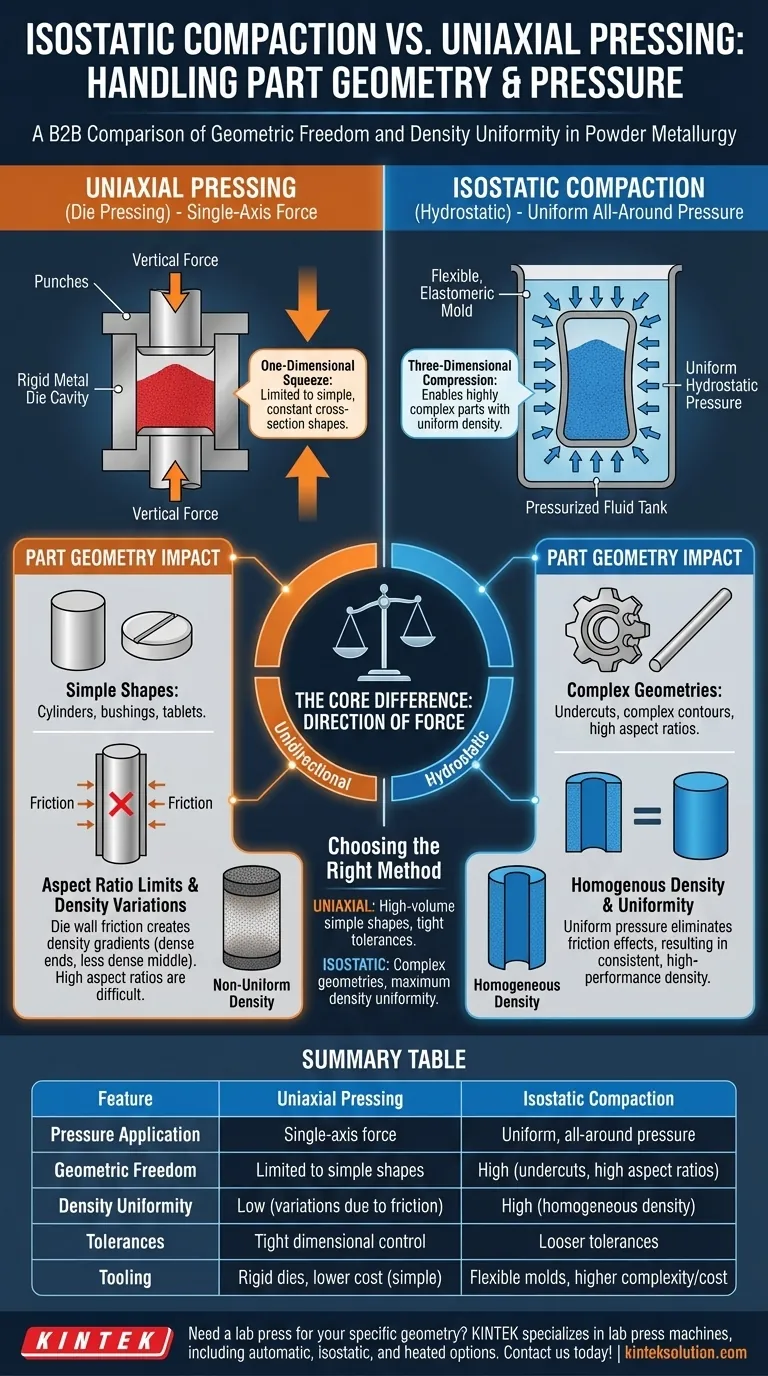
A diferença fundamental reside na direção da força. A prensagem uniaxial é um aperto unidimensional, limitando-a a formas simples. A compactação isostática é uma compressão tridimensional, possibilitando a formação de peças altamente complexas com densidade uniforme.

A Diferença Fundamental: Força Unidirecional vs. Pressão Hidrostática
Para entender as limitações geométricas, devemos primeiro analisar como cada processo aplica força ao pó.
Como Funciona a Prensagem Uniaxial
A prensagem uniaxial, frequentemente chamada de prensagem em matriz (die pressing), aplica força ao longo de um único eixo vertical.
Uma quantidade precisa de pó é colocada em uma cavidade de matriz rígida, e um ou mais punções a comprimem por cima e/ou por baixo. Este método é rápido e altamente repetível para dimensões específicas.
Como Funciona a Prensagem Isostática
A prensagem isostática aplica pressão uniformemente de todas as direções. O pó é selado em um molde flexível e elastomérico.
Este molde selado é então submerso em um fluido, que é pressurizado. A pressão atua igualmente em todas as superfícies do molde, comprimindo o pó uniformemente de todos os ângulos, muito parecido com a pressão do oceano profundo.
O Impacto na Geometria da Peça
O método de aplicação da pressão dita diretamente a complexidade da peça que você pode criar.
Prensagem Uniaxial: Formas Simples e Limites de Razão de Aspecto
Como a força é aplicada apenas por cima e por baixo, a prensagem uniaxial é limitada a peças com seção transversal constante, como cilindros, buchas ou pastilhas simples.
É severamente restrita pela relação seção transversal-altura. Peças altas e finas são quase impossíveis de fazer porque o atrito entre o pó e as paredes rígidas da matriz impede que a pressão seja transmitida eficazmente ao centro da peça. Isso resulta em variações significativas de densidade.
Compactação Isostática: Geometrias Complexas e Uniformidade
Ao aplicar pressão de todas as direções, a compactação isostática remove as limitações do atrito da parede da matriz.
Isso permite a criação de peças com contornos complexos, rebaixos (undercuts) e altas razões de aspecto (por exemplo, hastes longas e finas). Como a pressão é uniforme, a peça resultante tem uma densidade muito mais homogênea, o que é fundamental para aplicações de alto desempenho.
Entendendo os Compromissos
Embora a prensagem isostática ofereça liberdade geométrica, ela não é um substituto universal para a prensagem uniaxial. Cada uma tem vantagens e desvantagens distintas.
A Limitação da Prensagem Uniaxial: Atrito e Densidade
O principal inimigo da prensagem uniaxial é o atrito da parede da matriz. À medida que o punção comprime o pó, as partículas mais próximas da parede da matriz sofrem atrito, o que resiste ao seu movimento e compactação.
Isso leva a uma peça que é densa no topo e na base (perto dos punções), mas significativamente menos densa no meio. Para muitas aplicações, essa não uniformidade é inaceitável.
A Limitação da Prensagem Isostática: Tolerâncias e Ferramental
Os moldes flexíveis usados na prensagem isostática, embora possibilitem a complexidade, não oferecem a mesma precisão dimensional que uma matriz de aço rígida. As tolerâncias finais da peça são geralmente mais frouxas do que aquelas alcançadas com a prensagem uniaxial.
Além disso, projetar e fabricar o ferramental flexível para atingir uma forma final específica pode ser mais complexo e caro.
Escolhendo o Método Certo para Sua Peça
A escolha entre esses dois métodos depende inteiramente dos requisitos de projeto da sua peça e dos objetivos de produção.
- Se o seu foco principal for a produção de alto volume de formas simples com tolerâncias apertadas: A prensagem uniaxial é mais rápida, mais econômica e oferece melhor repetibilidade dimensional.
- Se o seu foco principal for a criação de geometrias complexas, peças com alta razão de aspecto ou a obtenção da máxima uniformidade de densidade: A compactação isostática é a escolha superior, e muitas vezes a única, viável.
Compreender a física da aplicação da pressão é a chave para selecionar o processo que melhor se alinha com a intenção de projeto da sua peça.
Tabela de Resumo:
| Característica | Prensagem Uniaxial | Compactação Isostática |
|---|---|---|
| Aplicação da Pressão | Força de eixo único | Pressão uniforme e multidirecional |
| Liberdade Geométrica | Limitada a formas simples (ex: cilindros) | Alta (ex: rebaixos, altas razões de aspecto) |
| Uniformidade da Densidade | Baixa (variações devido ao atrito) | Alta (densidade homogênea) |
| Tolerâncias | Controle dimensional apertado | Tolerâncias mais frouxas |
| Ferramental | Matrizes rígidas, custo menor para formas simples | Moldes flexíveis, maior complexidade e custo |
Precisa de uma prensa de laboratório para a geometria específica da sua peça? A KINTEK é especializada em máquinas de prensa de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para lidar com formas complexas e garantir densidade uniforme para suas necessidades laboratoriais. Entre em contato conosco hoje para discutir como nossas soluções podem otimizar o processamento de materiais e aumentar a eficiência!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Como os materiais de volume sacrificial (SVM) mantêm microcanais na prensagem isostática? Garanta a integridade estrutural
- Por que os cátodos compósitos devem ser selados em sacos de laminação a vácuo para WIP? Garanta a Estabilidade e Densidade da Bateria
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP
- Como a Prensagem Isostática a Quente (Warm Isostatic Pressing) difere dos métodos de prensagem tradicionais? Obtenha Densidade Uniforme para Peças Complexas
- Qual é a função dos moldes elásticos na prensagem isostática a quente? Alcançar Densidade Uniforme em Partículas Compostas



















