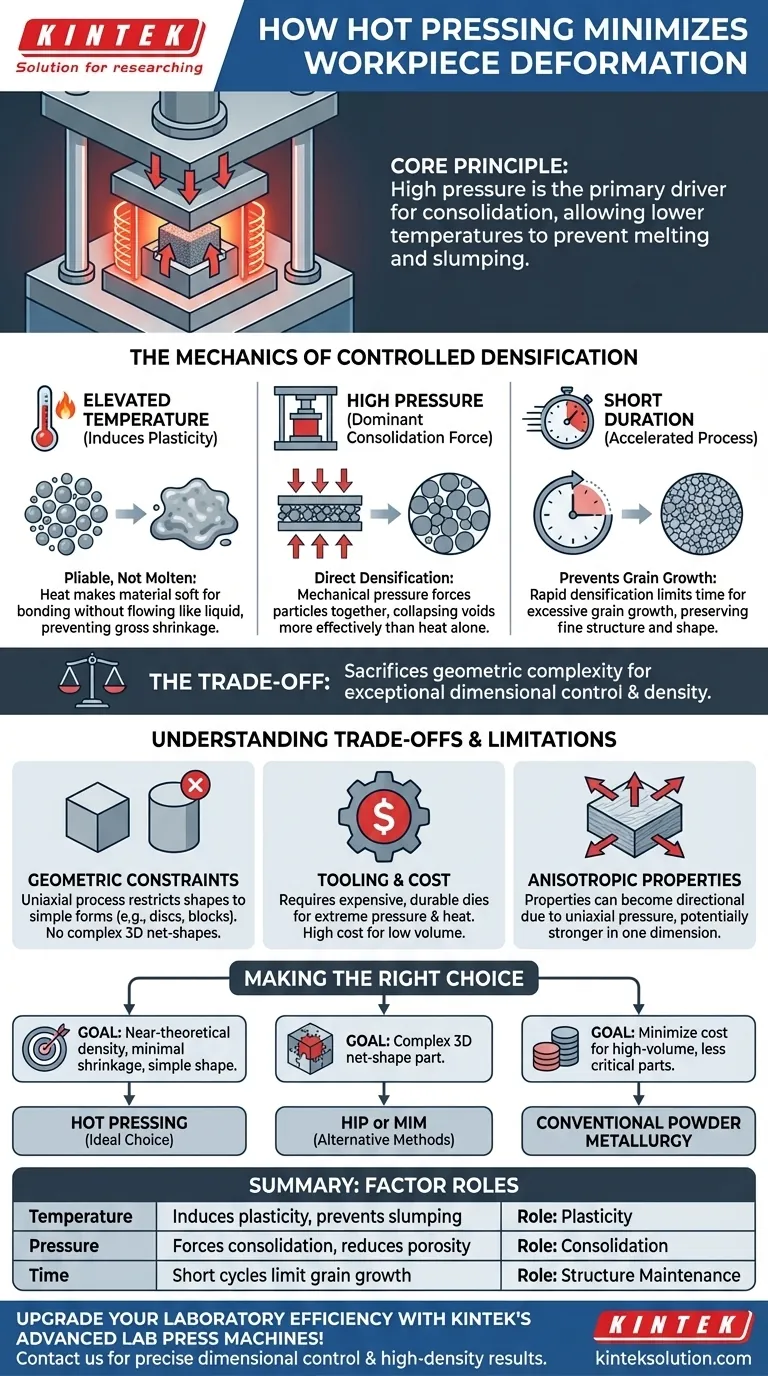
Na sua essência, a prensagem a quente minimiza a deformação da peça de trabalho utilizando a alta pressão como principal fator de consolidação do material.Isto permite que o processo funcione a temperaturas suficientemente elevadas para tornar o material maleável, mas suficientemente baixas para evitar a fusão, a queda ou a contração significativa que causam instabilidade dimensional noutros métodos de fabrico a alta temperatura.
A prensagem a quente é uma solução de compromisso: sacrifica a complexidade geométrica para um controlo dimensional e uma densidade excepcionais.Consegue-o através da utilização de pressão mecânica para forçar as partículas de material a unirem-se, reduzindo a necessidade de calor extremo que frequentemente leva à distorção da peça de trabalho.

A mecânica da densificação controlada
O objetivo da prensagem a quente é converter um pó ou uma pré-forma numa peça sólida e totalmente densa.A chave para minimizar a deformação reside na forma como se consegue esta densificação, controlando com precisão três variáveis: temperatura, pressão e tempo.
O papel da temperatura elevada
A prensagem a quente tem lugar a temperaturas significativamente abaixo do ponto de fusão do material.Este é o fator mais crítico para manter a forma da peça de trabalho.
O calor aplicado tem um objetivo principal: induzir a plasticidade .Torna o material suficientemente macio e maleável para que as partículas se deformem e se liguem, mas nunca aquece o suficiente para que o material flua como um líquido.Isto evita a queda e a contração grosseira observadas em processos como a fundição ou a sinterização em fase líquida.
A função da alta pressão
A pressão é a força dominante no processo de prensagem a quente.Enquanto a temperatura torna o material compatível, a pressão mecânica aplicada externamente faz o trabalho pesado de consolidação.
Esta pressão elevada força as partículas de material umas contra as outras, colapsando os poros e os espaços vazios entre elas.Esta é uma forma muito mais direta e controlada de obter densidade, em comparação com a utilização apenas do calor para sinterizar lentamente as partículas durante um longo período.
O impacto da curta duração
Uma vez que a alta pressão acelera a densificação de forma tão eficaz, todo o processo pode ser concluído num período de tempo muito mais curto.
Este tempo de ciclo curto é crucial para evitar alterações microestruturais indesejadas como crescimento excessivo de grão .Os grãos grandes podem tornar um material frágil e degradar o seu desempenho mecânico.Ao atingir rapidamente a densidade total, a prensagem a quente preserva uma estrutura de grão fina e forte, garantindo que a peça mantém a forma pretendida.
Compreender os compromissos e as limitações
Embora excelente para o controlo dimensional, a prensagem a quente não é uma solução universal.Compreender as suas limitações é fundamental para tomar uma decisão informada sobre o processo.
Restrições geométricas e de tamanho
A limitação mais significativa é o facto de a prensagem a quente ser normalmente um processo uniaxial O processo uniaxial é um processo de pressão, o que significa que a pressão é aplicada ao longo de um único eixo.Isto restringe a sua utilização a geometrias relativamente simples, como discos, cilindros e blocos rectangulares.
As formas complexas e tridimensionais não podem ser produzidas com a prensagem a quente normal.
Considerações sobre ferramentas e custos
As matrizes utilizadas para conter a peça de trabalho devem suportar simultaneamente uma pressão extrema e uma temperatura elevada.Isto requer materiais caros e de elevado desempenho, como grafite especial ou metais refractários.
O custo e o prazo de entrega destas ferramentas podem tornar a prensagem a quente antieconómica para protótipos ou produções de baixo volume.
Potencial para propriedades anisotrópicas
Uma vez que a pressão é aplicada apenas numa direção, a estrutura do grão e as propriedades do material resultante podem tornar-se direcionais, ou anisotrópica .
Isto significa que o componente pode ser mais forte numa dimensão do que noutra.Para aplicações que requerem propriedades uniformes em todas as direcções, isto pode ser uma desvantagem significativa.
Fazer a escolha certa para o seu objetivo
A seleção de um processo de fabrico requer o alinhamento dos seus pontos fortes com o seu objetivo principal.A prensagem a quente é excelente quando a precisão dimensional em formas simples é fundamental.
- Se o seu principal objetivo é obter uma densidade próxima da teórica com um encolhimento mínimo numa forma simples: A prensagem a quente é a escolha ideal para criar componentes dimensionalmente estáveis e de elevado desempenho.
- Se o seu objetivo principal é produzir uma peça 3D complexa em forma de rede: Deve investigar métodos alternativos como a prensagem isostática a quente (HIP) ou a moldagem por injeção de metal (MIM).
- Se o seu principal objetivo é minimizar os custos da produção de grandes volumes de componentes menos críticos: A metalurgia do pó convencional de prensagem e sinterização pode oferecer um caminho mais económico.
Ao aproveitar a pressão para reduzir a dependência do calor, a prensagem a quente proporciona um método sem paralelo para a criação de materiais densos e dimensionalmente precisos.
Tabela de resumo:
| Fator | Papel na minimização da deformação |
|---|---|
| Temperatura | Induz a plasticidade sem derreter, evitando a queda e a contração |
| Pressão | Força a consolidação das partículas, reduzindo a porosidade e a distorção |
| Tempo | Ciclos curtos limitam o crescimento do grão, mantendo a forma e a resistência |
Melhore a eficiência do seu laboratório com as avançadas máquinas de prensagem para laboratório da KINTEK! Quer necessite de prensas de laboratório automáticas, prensas isostáticas ou prensas de laboratório aquecidas, as nossas soluções proporcionam um controlo dimensional preciso e resultados de alta densidade para os seus materiais. Contacte-nos hoje para saber como podemos satisfazer as necessidades específicas do seu laboratório e melhorar os seus processos de fabrico!
Guia Visual
Produtos relacionados
- Máquina de prensa hidráulica automática de alta temperatura com placas aquecidas para laboratório
- Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa Quente de Laboratório com Caixa de Vácuo
- Prensa Hidráulica Aquecida Automática com Placas Quentes para Laboratório
- Máquina de prensa hidráulica aquecida com placas aquecidas para caixa de vácuo Prensa quente de laboratório
- Máquina de prensa hidráulica aquecida manual dividida para laboratório com placas quentes
As pessoas também perguntam
- Qual o papel de uma prensa hidráulica aquecida em testes e pesquisa de materiais? Insights Essenciais para Inovação em Laboratório
- Como uma prensa hidráulica aquecida de laboratório facilita a preparação de amostras de PBN para WAXS? Obtenha Dispersão de Raios X Precisa
- Quais são as aplicações industriais das prensas hidráulicas aquecidas? Domine calor e força para fabricação de precisão
- O que é uma prensa hidráulica aquecida e quais são seus principais componentes? Descubra o seu poder para o processamento de materiais
- Por que uma prensa hidráulica de laboratório aquecida é necessária para amostras de teste de PVC? Garanta dados precisos de tração e reologia



















