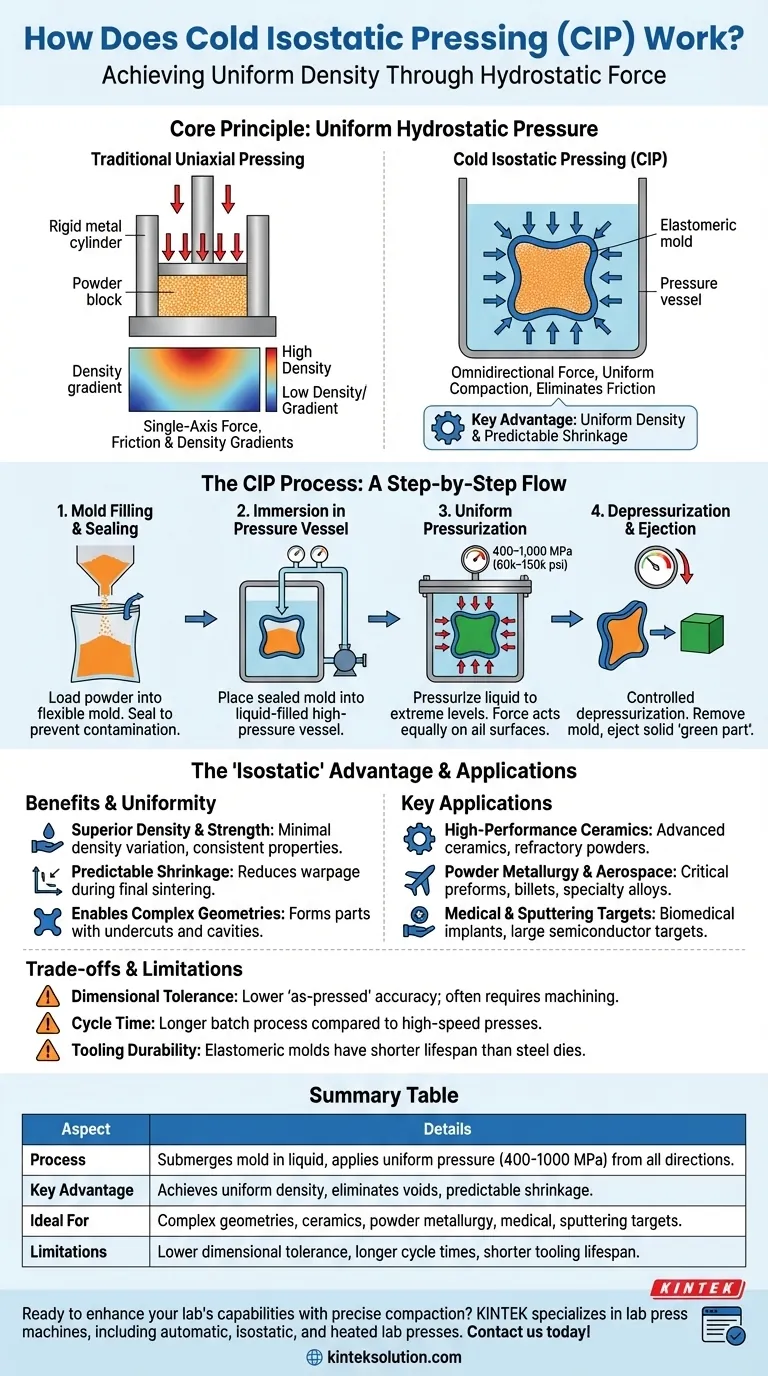
Em sua essência, a Prensagem Isostática a Frio (CIP) funciona submergindo um molde flexível preenchido com pó em uma câmara de líquido e aplicando pressão uniforme e imensa de todas as direções. Esta força hidrostática compacta o pó em um objeto sólido, conhecido como "peça verde", que possui densidade excepcionalmente uniforme. Diferentemente da prensagem tradicional, que aplica força ao longo de um único eixo, a CIP garante que cada superfície da peça seja compactada igualmente.
A vantagem fundamental da Prensagem Isostática a Frio não é meramente a compactação, mas a obtenção de densidade uniforme em todo o componente, independentemente da sua complexidade. Isso resolve o problema crítico de propriedades do material inconsistentes e encolhimento imprevisível durante a sinterização final que assola outros métodos de prensagem.

O Processo CIP: Uma Análise Passo a Passo
O processo CIP é um ciclo metódico projetado para converter pó solto em um componente coerente e manuseável, pronto para etapas de fabricação subsequentes, como a sinterização.
Etapa 1: Enchimento e Selagem do Molde
Primeiro, o material em pó, tipicamente cerâmico ou metálico, é carregado cuidadosamente em um molde flexível e elastomérico. Este molde é essencialmente um saco durável e de formato preciso, feito de materiais como borracha ou poliuretano, que define a geometria da peça. O molde é então selado hermeticamente para evitar que o fluido pressurizador contamine o pó.
Etapa 2: Imersão no Recipiente de Pressão
O molde selado é colocado na câmara de um vaso de alta pressão. Esta câmara é preenchida com um meio líquido, mais comumente água ou um óleo especializado, que atuará como agente de transmissão de pressão.
Etapa 3: Pressurização Uniforme
O vaso é selado e bombas aumentam a pressão do líquido para níveis extremos, tipicamente variando de 400 a 1.000 MPa (60.000 a 150.000 psi). Como a pressão é exercida por um fluido, ela atua com força igual em cada ponto da superfície do molde — este é o princípio "isostático". Esta pressão intensa e uniforme consolida as partículas de pó soltas, eliminando vazios e aumentando drasticamente a densidade do material.
Etapa 4: Despressurização e Ejeção
Após manter a pressão máxima por um tempo definido, a pressão é liberada lenta e cuidadosamente. Uma taxa de despressurização controlada é crítica para evitar que defeitos ou rachaduras se formem na peça recém-compactada. Uma vez à pressão ambiente, o molde é removido do vaso, aberto, e a "peça verde" sólida é ejetada.
A Vantagem "Isostática": Por Que a Pressão Uniforme Importa
O verdadeiro valor da CIP reside na forma como ela resolve as falhas inerentes aos métodos de compactação tradicionais.
Superando os Limites da Prensagem Uniaxial
Imagine prensar areia em um cilindro rígido com um único pistão. A areia diretamente sob o pistão fica altamente compactada, mas o atrito contra as paredes do cilindro impede que essa pressão atinja os cantos inferiores. Isso cria gradientes de densidade significativos.
A CIP é diferente. É como espremer uma bexiga d'água — a pressão é aplicada perfeitamente e uniformemente em toda a superfície. Isso elimina o problema do atrito da parede e garante que cada parte da massa de pó experimente a mesma força de compressão.
O Resultado: Densidade e Resistência Superiores
Essa compactação uniforme resulta em uma "peça verde" com variação mínima de densidade da superfície ao núcleo. Uma densidade uniforme leva a um encolhimento previsível e uniforme durante a fase final de sinterização em alta temperatura, reduzindo empenamento e tensões internas. O produto final resultante possui propriedades mecânicas mais confiáveis e consistentes.
Possibilitando Geometrias Complexas
Como a pressão é transmitida por um fluido, a CIP não é restrita pelo movimento linear de um conjunto de matrizes. Isso permite que ela forme formas altamente complexas, incluindo peças com rebaixos, cavidades internas ou perfis longos e finos que são impossíveis de produzir com prensagem uniaxial convencional.
Compreendendo as Compensações e Limitações
Embora poderosa, a CIP não é a solução para todas as aplicações. Seus benefícios vêm com compensações específicas que devem ser consideradas.
Tolerância Dimensional
A natureza flexível dos moldes significa que a precisão dimensional "após a prensagem" de uma peça CIP é geralmente menor do que a alcançada com ferramentas de aço rígidas na compactação por matriz. As peças frequentemente requerem usinagem final para atender a tolerâncias rigorosas.
Tempo de Ciclo
A CIP é tipicamente um processo em lote. O tempo necessário para carregar, pressurizar, despressurizar e descarregar o vaso torna seu tempo de ciclo significativamente mais longo do que o das prensas mecânicas ou hidráulicas automatizadas de alta velocidade.
Durabilidade da Ferramenta
Embora menos caras de criar para protótipos ou pequenos lotes, os moldes elastoméricos estão sujeitos ao desgaste e têm uma vida útil mais curta do que as matrizes de aço endurecido usadas na prensagem tradicional.
Aplicações e Materiais Chave
A CIP se destaca na criação de componentes de alto valor onde a integridade do material e as propriedades uniformes são inegociáveis.
Cerâmicas de Alto Desempenho
O processo é ideal para consolidar cerâmicas avançadas e pós refratários. Esses materiais duros e abrasivos são difíceis de compactar uniformemente com outros métodos, tornando a CIP essencial para produzir componentes cerâmicos de alta pureza.
Metalurgia do Pó e Aeroespacial
Na metalurgia do pó, a CIP é usada para criar pré-formas para componentes críticos aeroespaciais e automotivos. Pode produzir grandes lingotes de ligas especiais ou metais refratários com alta resistência verde que podem ser facilmente manuseados e usinados antes da sinterização.
Implantes Médicos e Alvos de Sputtering
A capacidade de criar formas complexas com densidade uniforme torna a CIP uma tecnologia chave para a produção de implantes biomédicos. Também é usada para fabricar grandes e densos alvos de sputtering cerâmicos usados na produção de semicondutores e telas planas.
Fazendo a Escolha Certa para Seu Objetivo
A seleção do método de compactação correto depende inteiramente do equilíbrio de complexidade, volume e requisitos de desempenho do seu projeto.
- Se seu foco principal é a produção de alto volume de formas simples: A compactação por matriz tradicional é provavelmente mais econômica e rápida.
- Se seu foco principal é alcançar densidade máxima e uniforme em uma peça complexa ou grande: A Prensagem Isostática a Frio é a escolha técnica superior.
- Se seu foco principal é processar metais refratários ou cerâmicas avançadas difíceis de compactar: A CIP é frequentemente o único método viável para obter uma peça verde de alta qualidade.
Em última análise, a Prensagem Isostática a Frio permite que você crie materiais com uma uniformidade estrutural que outros métodos simplesmente não conseguem igualar.
Tabela de Resumo:
| Aspecto | Detalhes |
|---|---|
| Processo | Submerge o molde preenchido com pó em líquido, aplica pressão uniforme (400-1000 MPa) de todas as direções |
| Vantagem Principal | Alcança densidade uniforme, eliminando vazios e garantindo encolhimento previsível na sinterização |
| Ideal Para | Geometrias complexas, cerâmicas de alto desempenho, metalurgia do pó, implantes médicos, alvos de sputtering |
| Limitações | Tolerância dimensional menor, tempos de ciclo mais longos, vida útil da ferramenta mais curta em comparação com a prensagem uniaxial |
Pronto para aprimorar as capacidades do seu laboratório com compactação precisa? A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às necessidades exigentes de laboratórios que trabalham com cerâmicas, metais e materiais avançados. Nossas soluções entregam densidade uniforme, integridade de material aprimorada e suporte para geometrias de peças complexas — garantindo resultados confiáveis para sua pesquisa e produção. Entre em contato conosco hoje para discutir como nosso equipamento pode otimizar seus processos e impulsionar a inovação em seus projetos!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
















