A chave para prevenir rachaduras durante a queima não está no forno, mas na fase inicial de prensagem. A Prensagem Isostática a Frio (CIP) minimiza a distorção ao aplicar pressão uniformemente de todas as direções. Isso cria uma peça com densidade consistente em toda a sua extensão, eliminando os pontos de tensão interna que, de outra forma, despedaçariam o componente durante a intensa retração da queima.
O problema central com a prensagem tradicional é a densidade irregular, que faz com que diferentes partes de um componente encolham em taxas diferentes durante a queima, levando a tensões, empenamento e rachaduras. A CIP resolve isso usando pressão de fluido para compactar o pó do material uniformemente, garantindo que a peça encolha de forma previsível e mantenha sua integridade.

A Causa Raiz dos Defeitos de Queima: Gradientes de Pressão
Para entender por que a CIP é tão eficaz, devemos primeiro examinar as deficiências de sua alternativa mais comum, a prensagem em matriz uniaxial.
A Falha na Prensagem Uniaxial
Na prensagem uniaxial, a força é aplicada a partir de uma ou duas direções, tipicamente por um punção superior e inferior que comprime o pó dentro de uma matriz rígida.
Este método cria significativos gradientes de densidade. O pó diretamente sob o punção torna-se muito denso, enquanto o pó próximo ao centro e nas paredes da matriz é menos compactado devido ao atrito interno.
Como a Densidade Irregular Causa Rachaduras
Quando este corpo "verde" não uniforme é queimado (um processo chamado sinterização), o material se consolida e encolhe.
Regiões mais densas encolhem menos, enquanto regiões menos densas encolhem mais. Esta retração diferencial cria uma imensa tensão interna dentro do componente. Se a tensão exceder a resistência do material, ela se alivia formando rachaduras ou fazendo com que a peça se empenhe.
Como a CIP Alcança a Uniformidade
A Prensagem Isostática a Frio altera fundamentalmente a forma como a pressão é aplicada, abordando diretamente a causa raiz dos defeitos de queima.
O Princípio da Pressão Isostática
A CIP envolve colocar o pó em um molde flexível e selado e submergi-lo em uma câmara de pressão de fluido. A pressão do fluido é então aumentada, compactando o pó.
Com base na Lei de Pascal, essa pressão é transmitida de forma igual e instantânea a todas as superfícies do molde. Não há uma única direção de força, apenas um "aperto" uniforme e abrangente.
Criação de um Corpo Verde Homogêneo
Como a pressão é aplicada isostaticamente (por todos os lados), o atrito é minimizado e o pó se compacta em uma densidade altamente uniforme em todo o seu volume. Não há regiões significativas de alta ou baixa densidade.
O Resultado: Retração Previsível
Quando um corpo verde homogêneo de um processo CIP é queimado, ele encolhe de forma uniforme e previsível. Sem o acúmulo de tensão interna significativa devido à retração diferencial, os riscos de rachaduras, distorção e empenamento são praticamente eliminados.
Isso torna a CIP o método ideal para peças com geometrias complexas, altas relações de aspecto (longas e finas) ou aquelas feitas de materiais avançados sensíveis a tensões internas.
Compreendendo as Compensações
Embora a CIP ofereça uniformidade superior, ela não está isenta de limitações. A objetividade exige o reconhecimento dos desafios.
O Desafio da Precisão Dimensional
Alcançar um controle dimensional rigoroso imediatamente após a prensagem pode ser difícil. A forma final depende inteiramente do molde flexível, que pode se deformar ligeiramente sob pressão.
Mesmo com um molde bem projetado, as peças CIP geralmente requerem usinagem ou retificação secundária para atender a tolerâncias finais muito apertadas. A uniformidade está na densidade do material, não necessariamente em sua precisão de forma líquida.
Tempo e Complexidade do Processo
A prensagem uniaxial tradicional é extremamente rápida e facilmente automatizada para produção em alto volume. Os ciclos de CIP são inerentemente mais longos.
No entanto, os modernos sistemas de CIP Elétrico podem automatizar o processo e reduzir significativamente os tempos de ciclo em comparação com sistemas manuais mais antigos, tornando-o mais viável para produção em série.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método de prensagem correto depende inteiramente dos requisitos específicos do seu componente.
- Se o seu foco principal é a produção em alto volume de formas simples: A prensagem em matriz uniaxial tradicional é frequentemente mais rápida e econômica.
- Se o seu foco principal é a integridade estrutural para peças complexas: A CIP é a escolha superior para prevenir defeitos de queima e garantir propriedades uniformes do material.
- Se o seu foco principal é minimizar o pós-processamento para componentes de alta precisão: Esteja ciente de que as peças CIP geralmente requerem uma etapa de usinagem final para atingir tolerâncias rigorosas.
Ao entender como a aplicação da pressão afeta a densidade interna, você pode escolher com confiança o processo que garante que seus componentes sejam tanto fortes quanto dimensionalmente sadios.
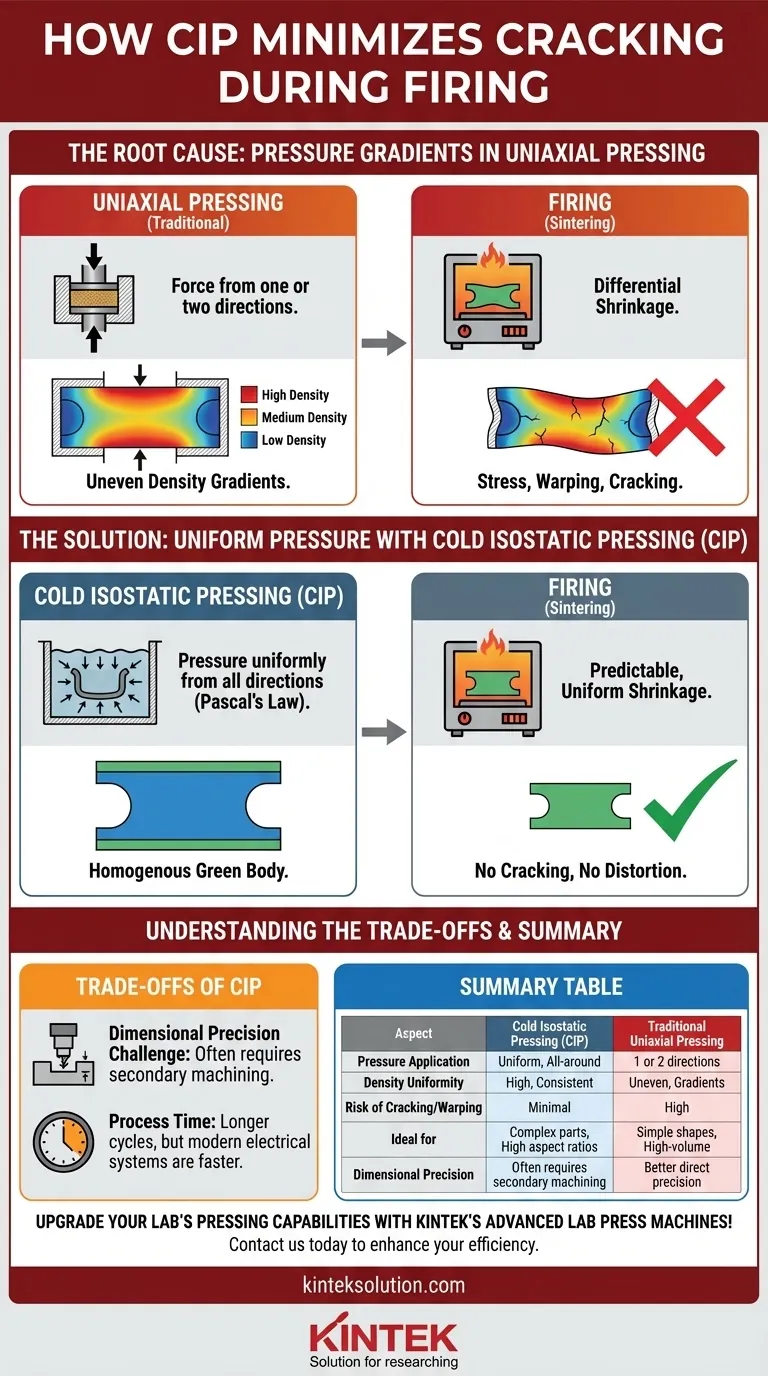
Tabela de Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Uniaxial Tradicional |
|---|---|---|
| Aplicação da Pressão | Uniforme de todas as direções | De uma ou duas direções |
| Uniformidade da Densidade | Alta e consistente | Irregular com gradientes |
| Risco de Rachaduras/Empenamento | Mínimo devido à retração uniforme | Alto devido à retração diferencial |
| Ideal para | Geometrias complexas, altas relações de aspecto | Formas simples, produção em alto volume |
| Precisão Dimensional | Frequentemente requer usinagem secundária | Melhor precisão direta |
Atualize as capacidades de prensagem do seu laboratório com as máquinas de prensagem de laboratório avançadas da KINTEK! Se você precisa de prensas de laboratório automáticas, prensas isostáticas ou prensas de laboratório aquecidas, nossas soluções oferecem densidade uniforme e defeitos de queima reduzidos para peças complexas. Entre em contato conosco hoje para discutir como podemos aumentar a eficiência e a integridade do material do seu laboratório.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas








