Para fabricação estritamente de alto volume, onde a velocidade é a métrica principal, a Moldagem por Injeção é a escolha superior. No entanto, a Prensagem Isostática a Frio (CIP) desafia esse domínio quando o lote de produção requer geometrias internas complexas, integridade de material de alta densidade ou formas que moldes rígidos simplesmente não conseguem produzir.
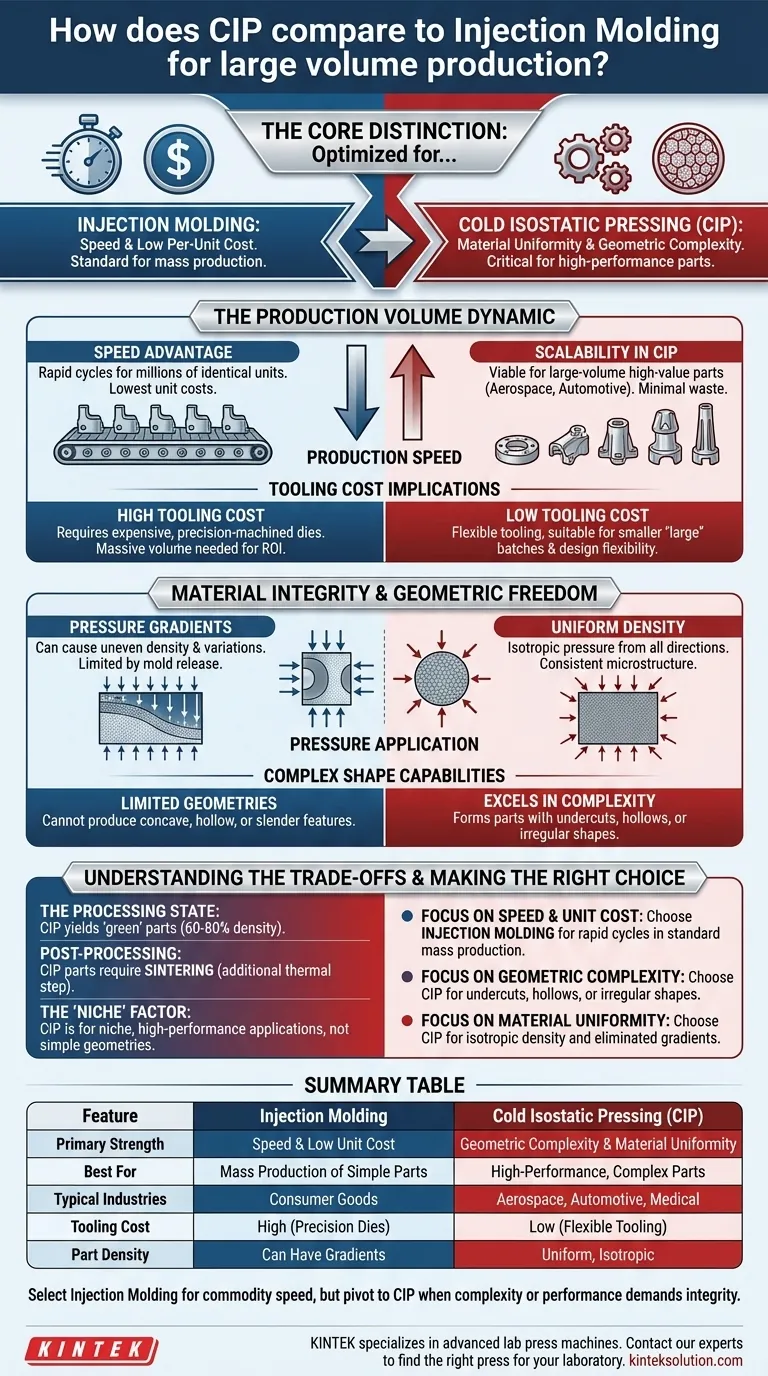
A Distinção Principal: A moldagem por injeção é otimizada para velocidade e baixo custo por unidade, tornando-a o padrão para produção em massa. A CIP é otimizada para uniformidade do material e complexidade geométrica, tornando-a a escolha crítica para peças de alto desempenho nos setores aeroespacial e automotivo, onde a integridade estrutural supera a velocidade do ciclo.

A Dinâmica do Volume de Produção
A Vantagem da Velocidade
A moldagem por injeção é amplamente adotada industrialmente porque oferece ciclos de produção rápidos. Se o seu objetivo é produzir milhões de unidades idênticas no menor tempo possível, a moldagem por injeção fornece a vazão necessária para reduzir os custos unitários.
Escalabilidade na CIP
Embora mais lenta que a moldagem por injeção, a CIP é escalável. Ela é capaz de produzir peças quase na forma final com desperdício mínimo de material. Isso a torna viável para produção de alto volume, mas geralmente dentro de indústrias específicas de alto valor, como automotiva e aeroespacial, em vez de bens de consumo em geral.
Implicações de Custo de Ferramental
Um grande diferencial é o investimento inicial. A CIP oferece baixos custos de ferramental, o que permite maior flexibilidade durante a fase de design ou para lotes "grandes" menores. A moldagem por injeção geralmente requer matrizes caras e usinadas com precisão, o que significa que o volume deve ser massivo para amortizar o custo de partida.
Integridade do Material e Liberdade Geométrica
Obtenção de Densidade Uniforme
Na moldagem por injeção (e prensagem uniaxial), os gradientes de pressão podem causar densidade irregular. A CIP aplica pressão hidráulica uniformemente de todas as direções. Isso resulta em uma microestrutura consistente e elimina as variações de densidade frequentemente observadas em outros métodos de prensagem.
Capacidades de Formas Complexas
A CIP se destaca onde a moldagem por injeção falha: complexidade. É o método preferido para peças com características côncavas, ocas ou delgadas. Como a pressão é aplicada por meio de um meio fluido em vez de uma matriz rígida, a CIP pode formar formas que seriam impossíveis de ejetar de um molde padrão.
Resistência e Confiabilidade
Para aplicações exigentes, a CIP produz peças com durabilidade superior. O processo cria tarugos de alta integridade com compressão previsível durante a sinterização. Isso minimiza o risco de distorção ou rachaduras, o que é crítico para componentes usados em aplicações militares, médicas e nucleares.
Compreendendo as Compensações
O Estado do Processamento
É vital entender que a CIP é um processo de compactação de pó. Ele produz peças "verdes" com 60% a 80% de sua densidade teórica.
Requisitos de Pós-Processamento
Ao contrário de muitos processos de moldagem por injeção que produzem uma peça acabada, as peças CIP são especificamente preparadas para sinterização. Você deve levar em conta esta etapa adicional de processamento térmico em sua linha do tempo de produção e análise de custos.
O Fator "Nicho"
Embora a CIP economize em desperdício de matéria-prima, referências a caracterizam como adequada para aplicações de nicho. Geralmente, não é um substituto direto para a moldagem por injeção para geometrias simples; é uma solução para peças onde a geometria ou as propriedades do material impedem o uso de moldagem padrão.
Fazendo a Escolha Certa para o Seu Objetivo
Para selecionar o processo correto para sua produção de volume, avalie suas restrições específicas:
- Se o seu foco principal é Velocidade e Custo Unitário: Escolha a Moldagem por Injeção por seus tempos de ciclo rápidos e eficiência econômica na produção em massa padrão.
- Se o seu foco principal é Complexidade Geométrica: Escolha a Prensagem Isostática a Frio (CIP) para fabricar peças com rebaixos, cavidades ou formas irregulares que moldes rígidos não conseguem acomodar.
- Se o seu foco principal é Uniformidade do Material: Escolha a CIP para garantir densidade isotrópica e eliminar os gradientes internos ou riscos de rachaduras associados à prensagem direcional.
Selecione a Moldagem por Injeção para velocidade de commodity, mas mude para a CIP quando a complexidade da peça ou os requisitos de desempenho exigirem um padrão mais alto de integridade.
Tabela Resumo:
| Recurso | Moldagem por Injeção | Prensagem Isostática a Frio (CIP) |
|---|---|---|
| Força Principal | Velocidade e Baixo Custo Unitário | Complexidade Geométrica e Uniformidade do Material |
| Melhor Para | Produção em Massa de Peças Simples | Peças de Alto Desempenho e Complexas |
| Indústrias Típicas | Bens de Consumo | Aeroespacial, Automotiva, Médica |
| Custo de Ferramental | Alto (Matrizes de Precisão) | Baixo (Ferramental Flexível) |
| Densidade da Peça | Pode Ter Gradientes | Uniforme, Isotrópica |
Lutando para escolher o processo certo para sua produção de alto volume? A KINTEK é especializada em máquinas de prensas de laboratório avançadas, incluindo prensas isostáticas, para ajudá-lo a prototipar e validar materiais para peças complexas. Se sua prioridade é alcançar integridade superior do material com CIP ou explorar outras soluções de prensagem, nossa expertise garante que você obtenha o desempenho que sua aplicação exige. Entre em contato com nossos especialistas hoje mesmo para discutir seu projeto e descobrir a prensa certa para as necessidades do seu laboratório.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
















