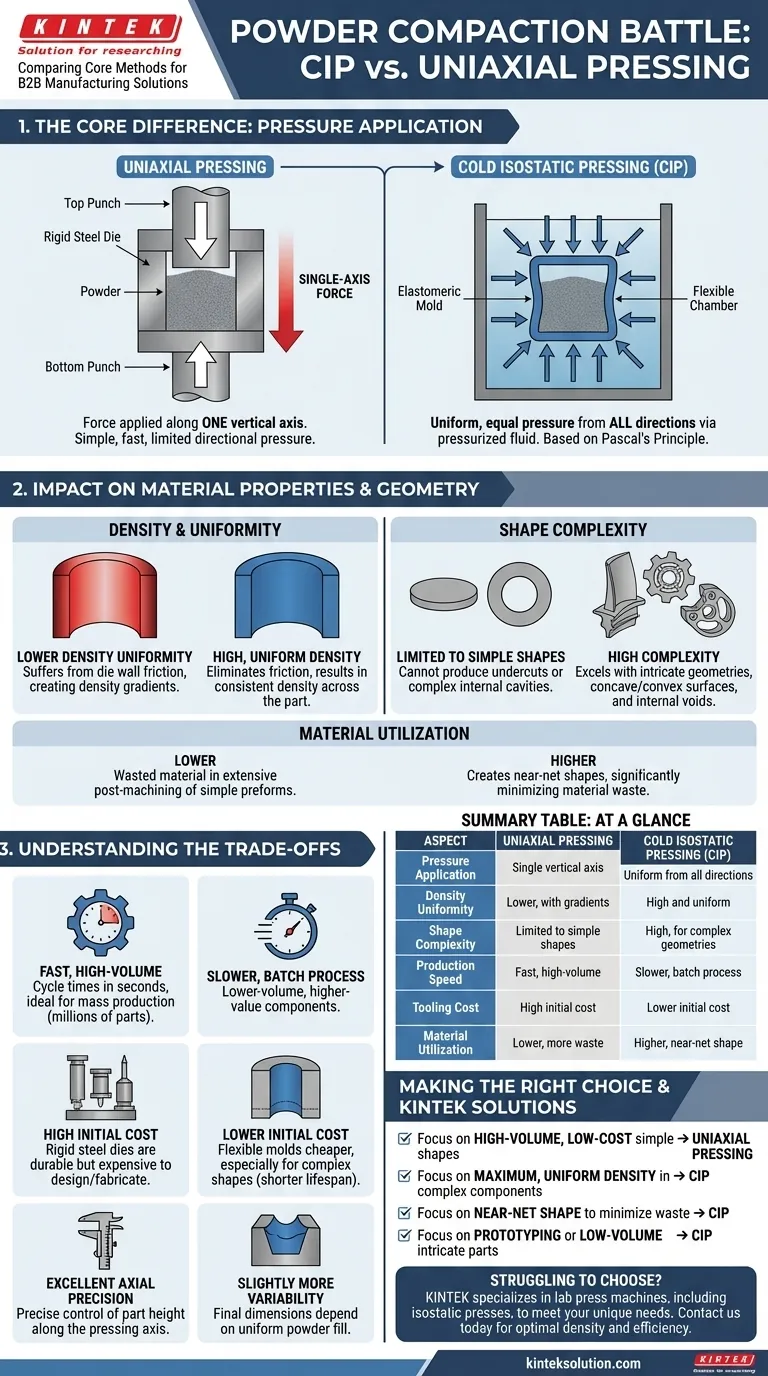
Em sua essência, a principal diferença entre a Prensagem Isostática a Frio (CIP) e a prensagem uniaxial tradicional é a direção da qual a força é aplicada. A prensagem uniaxial aplica força ao longo de um único eixo vertical, enquanto a CIP aplica pressão uniforme e igual de todas as direções simultaneamente. Esta distinção fundamental gera diferenças significativas na densidade, uniformidade e complexidade geométrica das peças que podem ser produzidas.
Embora a prensagem uniaxial seja um método rápido e eficiente para a produção de alto volume de formas simples, a Prensagem Isostática a Frio é a escolha superior para criar componentes complexos com densidade máxima e uniformidade microestrutural.

A Diferença Fundamental: Como a Pressão é Aplicada
O método de aplicação da pressão é a característica definidora que separa estas duas técnicas de compactação de pós. Ele influencia diretamente todas as propriedades subsequentes da peça final.
Prensagem Uniaxial: Uma Abordagem de Eixo Único
Na prensagem uniaxial, um material em pó é colocado em uma cavidade de matriz rígida. Um punção superior move-se para baixo para comprimir o pó contra um punção inferior estacionário, aplicando força ao longo de um eixo.
Este processo é mecanicamente simples e rápido, o que facilita a automação para produção em massa. É o método dominante para produzir peças simples como comprimidos, buchas e discos.
Prensagem Isostática a Frio: Uma Abordagem Uniforme
Na Prensagem Isostática a Frio (CIP), o pó é colocado em um molde flexível e elastomérico que é então selado. Este molde selado é submerso em uma câmara de líquido, que é então pressurizada.
Com base no princípio de Pascal, esta pressão é transmitida de forma igual e instantânea a todas as superfícies do molde flexível. O resultado é uma pressão uniforme de todas as direções, compactando o pó em uma peça "verde" sólida.
O Impacto nas Propriedades do Material e na Geometria
A diferença entre a pressão de eixo único e a pressão de todos os eixos tem consequências profundas para o componente final.
Densidade e Uniformidade
A prensagem uniaxial sofre com o atrito da parede do molde. À medida que o punção superior comprime o pó, o atrito entre as partículas de pó e a parede rígida do molde se opõe à força de compactação. Isso cria gradientes de densidade, onde a peça é menos densa perto das paredes do molde e no centro, longe dos punções.
A CIP elimina completamente o atrito da parede do molde porque o "molde" é uma membrana flexível que se move com o pó. Isso resulta em uma peça "verde" com densidade excepcionalmente alta e uniforme, livre das tensões internas causadas pelos gradientes de densidade.
Complexidade da Forma
A prensagem uniaxial é limitada a formas simples e bidimensionais que podem ser facilmente ejetadas de um molde rígido. Não consegue produzir peças com rebaixos ou cavidades internas complexas.
Como a CIP utiliza um molde flexível, ela se destaca na produção de peças com alto grau de complexidade. Pode criar geometrias intrincadas, superfícies côncavas ou convexas e vazios internos, muitas vezes produzindo uma forma quase final (near-net shape) que requer usinagem mínima pós-prensa.
Utilização do Material
A capacidade da CIP de criar formas quase finais melhora significativamente a utilização do material. Menos matéria-prima é desperdiçada em operações secundárias de usinagem em comparação com as formas simples "pré-formas" frequentemente feitas com prensagem uniaxial, que podem exigir modelagem extensa posteriormente.
Compreendendo as Compensações
Nenhum método é universalmente superior; a escolha correta depende inteiramente da aplicação específica e dos objetivos de produção.
Velocidade e Volume de Produção
A prensagem uniaxial é um processo excepcionalmente rápido, com tempos de ciclo frequentemente medidos em segundos. É muito adequada para linhas de fabricação automatizadas de alto volume que produzem milhões de peças idênticas.
A CIP é um processo em lote com tempos de ciclo significativamente mais lentos, envolvendo carregamento, vedação, pressurização e descarregamento. É mais adequada para componentes de menor volume e maior valor.
Ferramental e Custo
As matrizes de aço rígidas para prensagem uniaxial são caras de projetar e fabricar, mas são extremamente duráveis e podem durar milhões de ciclos.
Os moldes elastoméricos para CIP são geralmente menos caros de criar, especialmente para formas complexas. No entanto, eles têm uma vida útil operacional muito mais curta e precisam ser substituídos com mais frequência.
Precisão Dimensional
A prensagem uniaxial oferece excelente controle dimensional ao longo do eixo de prensagem. A altura da peça prensada pode ser controlada com alta precisão.
Embora as peças CIP tenham uniformidade de densidade superior, suas dimensões finais podem ter um pouco mais de variabilidade devido à natureza do molde flexível. As dimensões pós-sinterização dependem muito de se atingir um preenchimento uniforme do pó no molde.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do método de compactação correto requer equilibrar a necessidade de complexidade geométrica e propriedades do material em relação ao volume de produção e custo.
- Se seu foco principal é produção de alto volume e baixo custo de formas simples (discos, cilindros, anéis): A prensagem uniaxial oferece velocidade e custo-benefício inigualáveis.
- Se seu foco principal é atingir densidade máxima e uniforme em componentes complexos: A CIP é a escolha ideal para eliminar defeitos e tensões internas.
- Se seu foco principal é criar peças com forma quase final para minimizar o desperdício de material e a pós-usinagem: A CIP fornece a liberdade geométrica necessária para designs intrincados.
- Se seu foco principal é prototipagem ou tiragens de baixo volume de peças complexas: O custo de ferramental mais baixo da CIP para formas complexas a torna um ponto de partida mais acessível.
Em última análise, a escolha do processo certo começa com um entendimento claro dos requisitos de engenharia finais do seu componente.
Tabela de Resumo:
| Aspecto | Prensagem Uniaxial | Prensagem Isostática a Frio (CIP) |
|---|---|---|
| Aplicação da Pressão | Eixo vertical único | Uniforme de todas as direções |
| Uniformidade da Densidade | Menor, com gradientes | Alta e uniforme |
| Complexidade da Forma | Limitada a formas simples | Alta, para geometrias complexas |
| Velocidade de Produção | Rápida, alto volume | Mais lenta, processo em lote |
| Custo do Ferramental | Alto custo inicial | Custo inicial mais baixo |
| Utilização do Material | Menor, mais desperdício | Maior, forma quase final |
Com dificuldades para escolher o método de compactação de pó certo para seu laboratório? A KINTEK é especializada em prensas de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às necessidades exclusivas dos laboratórios. Nossa experiência garante que você alcance densidade, uniformidade e eficiência ideais em seus processos. Entre em contato conosco hoje para discutir como nossas soluções podem aprimorar seus resultados de testes de materiais e produção!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
As pessoas também perguntam
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- Qual é o princípio fundamental de funcionamento de uma Prensa Isostática a Frio de Laboratório Elétrica (CIP)? Alcançar Uniformidade Superior na Compactação de Pós
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas















