Para mitigar a flambagem do êmbolo durante a prensagem de pastilhas, você deve abordar diretamente os fatores que causam essa instabilidade: a geometria do êmbolo e a carga axial que ele deve suportar. Os métodos mais eficazes são diminuir a força de compactação aplicada, reduzir a altura final da pastilha ou usar um êmbolo personalizado e mais curto. Esses ajustes são cruciais para evitar falhas estruturais e garantir a integridade tanto do seu equipamento quanto da sua amostra.
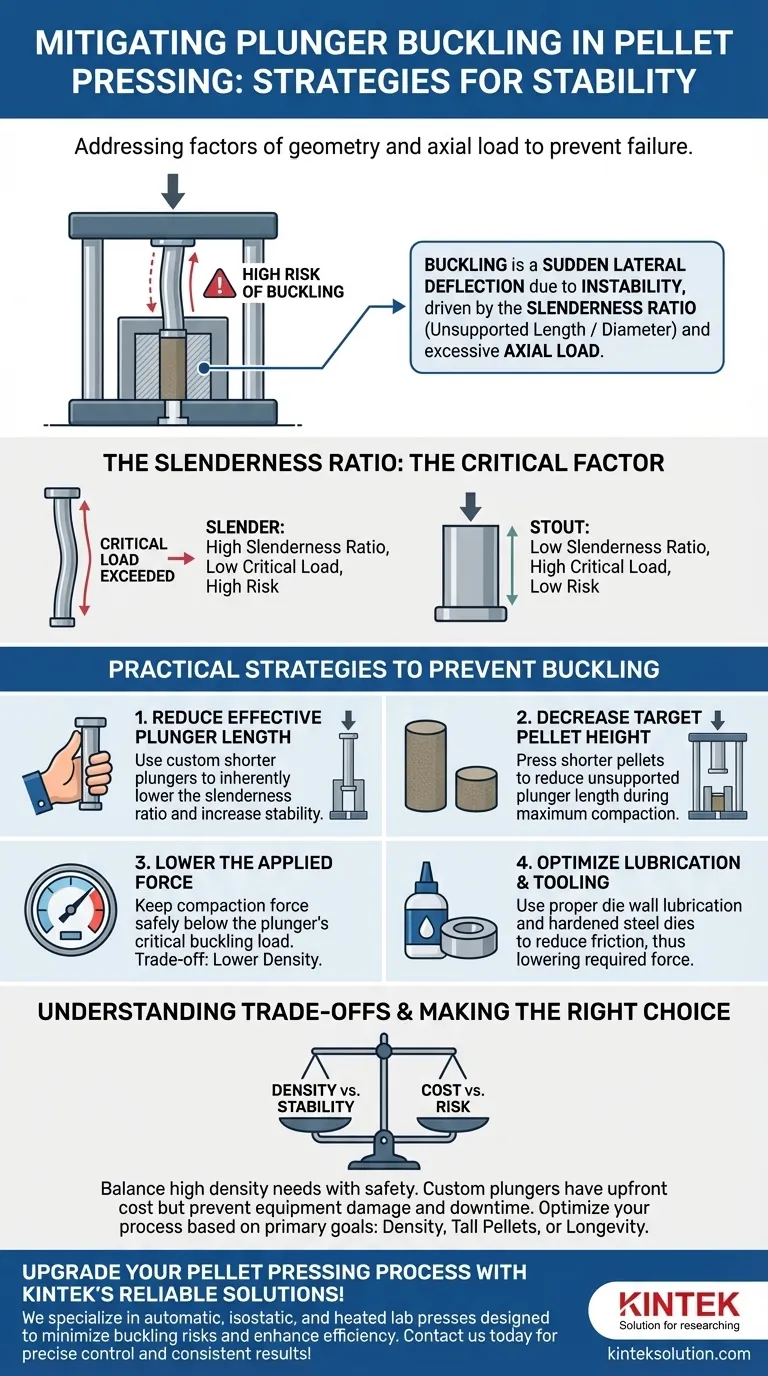
A flambagem é fundamentalmente uma falha de estabilidade, não apenas de resistência do material. O risco é impulsionado pela razão de esbeltez do êmbolo — seu comprimento efetivo sem suporte em relação ao seu diâmetro. Seu objetivo principal é minimizar essa razão ou reduzir a força compressiva que atua sobre ele.

A Física da Flambagem do Êmbolo
Entender por que um êmbolo flamba é o primeiro passo para evitá-lo. A falha não é uma curvatura gradual, mas uma deflexão lateral súbita e catastrófica que ocorre quando um limiar de carga específico é ultrapassado.
O que é Flambagem?
Imagine pressionar uma régua de plástico apoiada em uma de suas extremidades. Com uma pequena força, ela permanece reta. Mas, quando você aplica força suficiente — a carga crítica — ela se dobra repentinamente para o lado. Isso é flambagem.
O mesmo princípio se aplica a um êmbolo em uma matriz. Ao compactar o pó, ele age como uma coluna esbelta sob uma imensa carga axial.
O Papel Crítico da Razão de Esbeltez
O fator mais importante que determina o risco de flambagem é a esbeltez do êmbolo. Esta é a razão entre seu comprimento sem suporte e sua dimensão transversal (geralmente o diâmetro).
Um êmbolo longo e fino é "esbelto" e altamente suscetível à flambagem. Um êmbolo curto e grosso é "robusto" e pode suportar forças compressivas muito maiores antes que a flambagem se torne uma preocupação.
Como a Força de Compactação Desencadeia a Falha
Para qualquer geometria de êmbolo, existe uma força máxima teórica que ele pode suportar antes de flambar. Durante a prensagem de pastilhas, a força necessária para compactar o pó pode facilmente exceder essa carga crítica se o êmbolo for muito longo ou se a densidade alvo for muito alta.
Estratégias Práticas para Prevenir a Flambagem
As seguintes estratégias abordam diretamente a física da flambagem, modificando a geometria do êmbolo ou as forças envolvidas no processo.
Estratégia 1: Reduzir o Comprimento Efetivo do Êmbolo
Este é o método mais direto e eficaz. Um êmbolo mais curto tem uma razão de esbeltez menor e é inerentemente mais estável. Se você está constantemente prensando pastilhas que deixam uma longa seção do êmbolo sem suporte, usar um êmbolo personalizado e mais curto é a melhor solução.
Estratégia 2: Diminuir a Altura Alvo da Pastilha
Pressionar uma pastilha mais alta requer mais deslocamento do êmbolo, o que aumenta o comprimento sem suporte do êmbolo no momento da compactação máxima.
Ao reduzir a altura final alvo da pastilha, você garante que o êmbolo seja melhor suportado pelas paredes da matriz durante a fase de maior pressão da operação, reduzindo efetivamente sua esbeltez.
Estratégia 3: Diminuir a Força Aplicada
A redução direta da força máxima de compactação a manterá com segurança abaixo da carga crítica de flambagem do êmbolo.
No entanto, isso geralmente envolve uma troca com a qualidade da pastilha, pois uma força menor pode resultar em menor densidade e resistência. Esta abordagem é mais eficaz quando combinada com outras estratégias.
Estratégia 4: Otimizar a Lubrificação e o Ferramental
O atrito entre o pó e a parede da matriz se opõe à sua força de compactação. Maior atrito significa que você deve aplicar mais força para atingir a densidade desejada, aumentando assim o risco de flambagem.
O uso de lubrificação adequada da parede da matriz e de matrizes de aço temperado lisas reduz esse atrito. Isso permite que você atinja sua densidade alvo com uma força aplicada menor, diminuindo diretamente o estresse no êmbolo.
Compreendendo as Compensações
A implementação dessas estratégias exige o equilíbrio de objetivos concorrentes. Reconhecer essas compensações é fundamental para otimizar todo o seu processo.
Densidade da Pastilha vs. Estabilidade do Êmbolo
O conflito mais comum é entre atingir alta densidade da pastilha e garantir a segurança do êmbolo. Densidades mais altas exigem forças maiores, o que aumenta o risco de flambagem. Você deve encontrar a força ideal que produza uma pastilha aceitável sem colocar em risco o ferramental.
Custo do Ferramental vs. Risco Operacional
Encomendar um êmbolo personalizado mais curto envolve um custo inicial e um tempo de entrega. No entanto, esse investimento pode ser facilmente compensado pela prevenção do custo de um êmbolo padrão quebrado, uma amostra arruinada e um tempo de inatividade operacional significativo.
Produtividade vs. Confiabilidade do Processo
Tentar produzir pastilhas muito altas pode parecer eficiente, mas aumenta significativamente a probabilidade de uma falha por flambagem. A busca por maior produtividade pode levar a uma menor confiabilidade e rendimento geral se as falhas do equipamento se tornarem comuns.
Fazendo a Escolha Certa para o Seu Processo
Sua estratégia ideal depende do objetivo principal de sua operação de peletização.
- Se o seu foco principal é maximizar a densidade da pastilha: Priorize o uso do êmbolo mais curto possível e garanta que a matriz esteja adequadamente lubrificada para minimizar a força de compactação necessária.
- Se o seu foco principal é produzir pastilhas altas: Você deve mitigar o risco inerente usando êmbolos de diâmetro maior (se a matriz permitir) e controlando meticulosamente a força de prensagem para permanecer abaixo da carga crítica de flambagem.
- Se o seu foco principal é a longevidade e confiabilidade do equipamento: Padronize alturas de pastilhas mais curtas, invista em ferramentas de aço temperado de alta qualidade e implemente um cronograma rigoroso de lubrificação e manutenção.
Ao entender que a flambagem é um desafio de geometria e estabilidade, e não apenas de força, você pode adaptar estrategicamente seu processo para obter resultados consistentes e confiáveis.
Tabela Resumo:
| Estratégia | Ação Chave | Benefício Primário |
|---|---|---|
| Reduzir o Comprimento do Êmbolo | Usar êmbolos personalizados mais curtos | Diminui a razão de esbeltez para estabilidade |
| Diminuir a Altura da Pastilha | Pressionar pastilhas mais curtas | Reduz o comprimento sem suporte e o risco |
| Diminuir a Força Aplicada | Ajustar a força de compactação | Evita exceder a carga crítica |
| Otimizar a Lubrificação | Usar lubrificantes para a parede da matriz | Diminui o atrito e a força necessária |
Atualize seu processo de prensagem de pastilhas com as máquinas de prensa de laboratório confiáveis da KINTEK! Somos especialistas em prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para minimizar os riscos de flambagem e aumentar a eficiência do seu laboratório. Nossas soluções garantem controle preciso, durabilidade e resultados consistentes — entre em contato hoje mesmo através do nosso formulário de contato para discutir como podemos apoiar suas necessidades e prevenir falhas no equipamento!
Guia Visual
Produtos relacionados
- Prensa Hidráulica de Laboratório Automática Máquina de Prensa de Pelotas de Laboratório
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Prensa hidráulica de laboratório Máquina de prensagem de pellets para caixa de luvas
- Prensa hidráulica automática de laboratório para prensagem de pellets XRF e KBR
- Mold de Prensagem de Pastilhas de Pó para Laboratório com Anel Plástico KBR para XRF
As pessoas também perguntam
- Quais são as vantagens de usar uma prensa hidráulica automática de laboratório para a moldagem de corpos verdes de HEA? Garantir a Integridade do Material
- Quais são as vantagens de usar uma prensa hidráulica automática de laboratório? Aprimore a precisão na preparação de amostras
- Como uma prensa hidráulica automática de laboratório melhora a preparação de pastilhas de KBr? Alcance espectroscopia IR de precisão
- Como a automação melhora as operações de prensas de pastilhas laboratoriais? Aumente a Eficiência e a Integridade dos Dados
- Quais são as vantagens técnicas de uma prensa hidráulica automática de laboratório para superfícies biomiméticas?



















