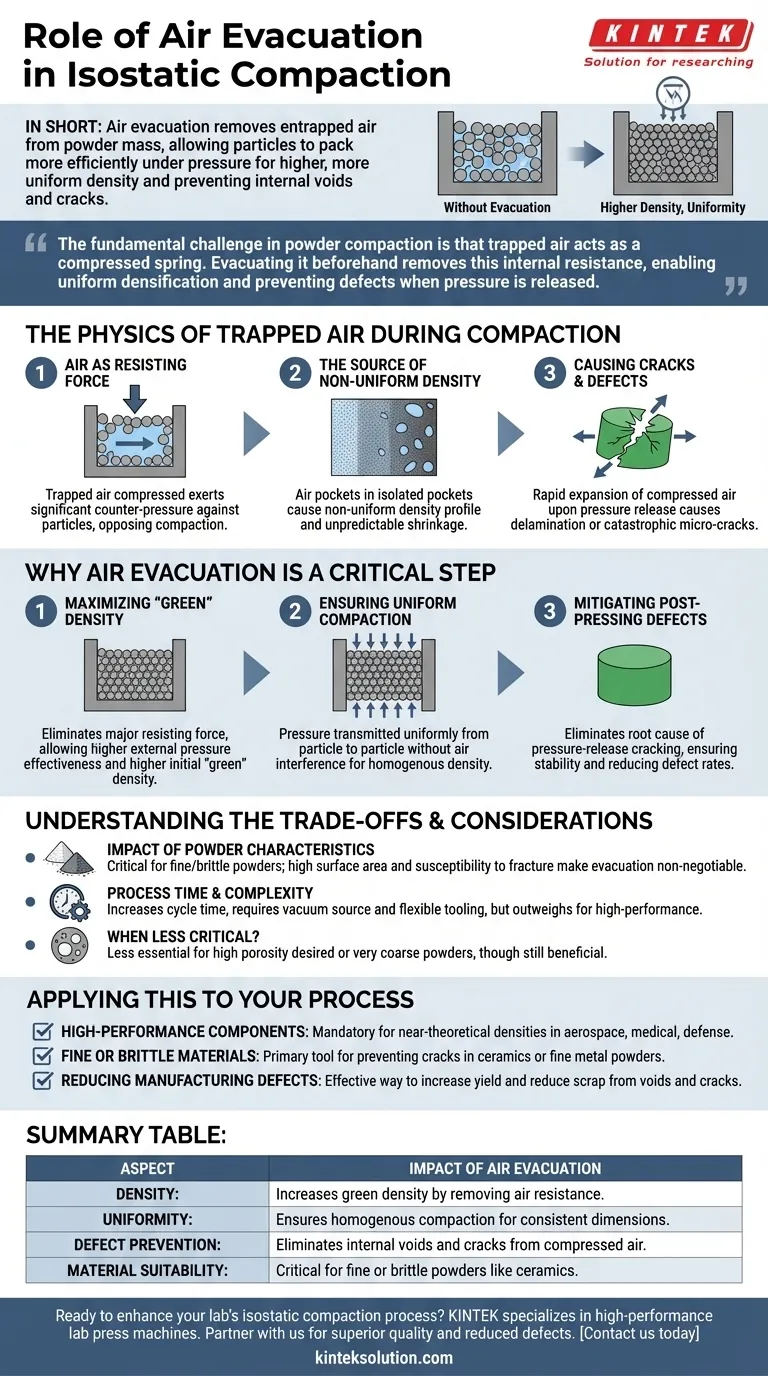
Em resumo, a evacuação de ar é uma etapa preliminar crítica na compactação isostática que remove o ar retido da massa de pó. Isso permite que as partículas de pó se agrupem de forma mais eficiente sob pressão, resultando em um componente final com densidade significativamente maior e mais uniforme. A remoção do ar é essencial para prevenir vazios internos e rachaduras que comprometem a integridade estrutural da peça.
O desafio fundamental na compactação de pó é que o ar aprisionado age como uma mola comprimida. Evacuá-lo antecipadamente remove essa resistência interna, permitindo uma densificação uniforme e prevenindo defeitos quando a pressão é liberada.

A Física do Ar Aprisionado Durante a Compactação
Para entender a importância da evacuação, devemos primeiro considerar o que acontece com o ar que permanece no pó quando a pressão é aplicada.
O Ar Como Força de Resistência
Sob as imensas pressões da prensagem isostática, qualquer ar aprisionado é comprimido de acordo com as leis dos gases. Este ar altamente comprimido exerce uma contrapressão significativa contra as partículas de pó circundantes.
Essa pressão interna se opõe diretamente à força de compactação externa, impedindo efetivamente que o pó atinja sua densidade máxima possível.
A Origem da Densidade Não Uniforme
O ar não se distribui uniformemente por toda a massa de pó. Ele fica aprisionado em bolsões aleatórios e isolados entre as partículas.
Durante a prensagem, áreas com mais ar aprisionado serão menos densas do que áreas com menos ar. Isso cria um perfil de densidade não uniforme em todo o componente, o que pode levar a um encolhimento imprevisível durante a sinterização subsequente e introduz tensões internas.
Causando Rachaduras e Defeitos
O efeito mais prejudicial ocorre quando a pressão isostática externa é liberada. Os bolsões de ar altamente comprimidos expandem-se violentamente.
Esta rápida expansão pode facilmente causar delaminação (separação de camadas) ou microfissuras internas catastróficas na peça frágil e pré-sinterizada, também conhecida como compacto "verde".
Por Que a Evacuação de Ar é um Passo Crítico
Ao remover o ar antes de selar o molde, você altera fundamentalmente a dinâmica da compactação para melhor.
Maximizando a Densidade "Verde"
Com o ar removido, a única grande força que resiste à compactação é o atrito entre as próprias partículas de pó.
Isso permite que a pressão isostática externa seja muito mais eficaz, empurrando as partículas para um arranjo mais apertado e alcançando uma densidade inicial ou "verde" mais alta. Uma densidade verde mais alta é um preditor direto de melhores propriedades da peça final.
Garantindo Compactação Uniforme
Em vácuo, a pressão isostática é transmitida uniformemente de partícula para partícula sem interferência de bolsões de ar.
Isso resulta em um perfil de densidade homogêneo, que é crítico para alcançar dimensões e propriedades mecânicas consistentes e previsíveis após o estágio final de sinterização.
Mitigando Defeitos Pós-Prensagem
A evacuação elimina diretamente a causa raiz do craqueamento por liberação de pressão. Sem ar comprimido para expandir, o compacto verde permanece estável e intacto ao ser removido da prensa.
Este único passo reduz drasticamente as taxas de defeito e melhora o rendimento da fabricação, especialmente para formas complexas.
Compreendendo as Trocas e Considerações
Embora altamente benéfico, implementar a evacuação de ar é uma decisão de processo deliberada com suas próprias exigências.
O Impacto das Características do Pó
A necessidade de evacuação é mais aguda para pós finos ou quebradiços. Pós finos têm mais área de superfície e espaços intersticiais menores, tornando-os excepcionalmente propensos a aprisionar ar.
Materiais frágeis como cerâmicas são altamente suscetíveis à fratura pela expansão de qualquer ar aprisionado, tornando a evacuação um passo inegociável para a produção de componentes cerâmicos confiáveis.
Tempo e Complexidade do Processo
Adicionar uma etapa de vácuo aumenta o tempo total do ciclo para cada peça. Também requer uma fonte de vácuo e ferramentas flexíveis (moldes) que possam ser devidamente seladas.
Isso representa um equilíbrio entre maior qualidade da peça e rendimento. Para aplicações de alto desempenho, a melhoria da qualidade supera em muito o tempo de processo adicional.
Quando É Menos Crítico?
Para peças onde a alta porosidade é o resultado desejado ou ao usar pós muito grosseiros e de fluxo livre, um vácuo profundo pode ser menos essencial. Nesses casos, o ar pode escapar mais facilmente dos vazios maiores entre as partículas. No entanto, algum nível de evacuação é quase sempre benéfico.
Aplicando Isso ao Seu Processo
Sua abordagem à evacuação de ar deve ser guiada pelos requisitos específicos do seu componente final.
- Se o seu foco principal são componentes de alto desempenho: A evacuação de ar é obrigatória para atingir as densidades quase teóricas e a estrutura interna impecável exigidas para aplicações aeroespaciais, médicas ou de defesa.
- Se o seu foco principal é trabalhar com materiais finos ou frágeis: A evacuação é sua principal ferramenta para prevenir rachaduras e garantir a integridade estrutural de peças feitas de cerâmica ou pós metálicos finos.
- Se o seu foco principal é reduzir defeitos de fabricação: Implementar ou otimizar seu processo de vácuo é uma das maneiras mais eficazes de aumentar o rendimento e reduzir o desperdício relacionado a vazios e rachaduras internas.
Em última análise, dominar a evacuação de ar é fundamental para controlar a qualidade e a integridade de seus componentes prensados isostaticamente.
Tabela Resumo:
| Aspecto | Impacto da Evacuação de Ar |
|---|---|
| Densidade | Aumenta a densidade verde, removendo a resistência do ar, levando a peças finais mais fortes. |
| Uniformidade | Garante compactação homogênea para dimensões e propriedades mecânicas consistentes. |
| Prevenção de Defeitos | Elimina vazios internos e rachaduras causados pela expansão do ar comprimido. |
| Adequação do Material | Crítico para pós finos ou frágeis como cerâmicas para evitar fraturas. |
Pronto para aprimorar o processo de compactação isostática do seu laboratório? A KINTEK é especializada em máquinas de prensagem de laboratório de alto desempenho, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às rigorosas demandas dos laboratórios. Ao fazer parceria conosco, você alcançará qualidade de peça superior, reduzirá defeitos e aumentará o rendimento para materiais como cerâmica e pós metálicos finos. Entre em contato hoje para discutir como nossas soluções podem otimizar seu fluxo de trabalho e fornecer resultados confiáveis!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Quais são as vantagens de processo do uso da Prensagem Isostática a Frio (CIP) para LSMO? Alcançar Densidade Livre de Defeitos
- Quais são os principais recursos dos sistemas automatizados de Prensa Isostática a Frio (CIP) de laboratório? Obtenha Consolidação Precisa de Pó sob Alta Pressão
- Como uma Prensa Isostática a Frio (CIP) facilita a preparação de corpos verdes de carboneto de silício (SiC) dopados com CaO?
- Por que a Prensagem Isostática a Frio (CIP) é aplicada após a prensagem uniaxial? Otimizar a Densidade do Precursor de Supercondutor
- Como uma Prensa Isostática a Frio (CIP) aumenta a densidade de corrente Bi-2223/Ag? Aumente a Supercondutividade com Pressão Uniforme







