Na Prensagem Isostática a Frio (CIP), os ciclos de pressurização e despressurização são as ações mecânicas centrais que transformam um pó solto em um objeto sólido e manuseável. Durante a pressurização, um fluido de alta pressão é bombeado para uma câmara para comprimir uniformemente um pó contido em um molde flexível. O ciclo de despressurização libera cuidadosamente essa pressão, permitindo que a peça "verde" recém-formada e sólida seja removida com segurança sem fraturar.
A chave é entender que não se tratam de ciclos simples de ligar/desligar. Eles são uma sequência precisamente controlada, projetada para alcançar densidade uniforme e integridade da peça, gerenciando como a pressão é aplicada e, mais criticamente, como ela é liberada.

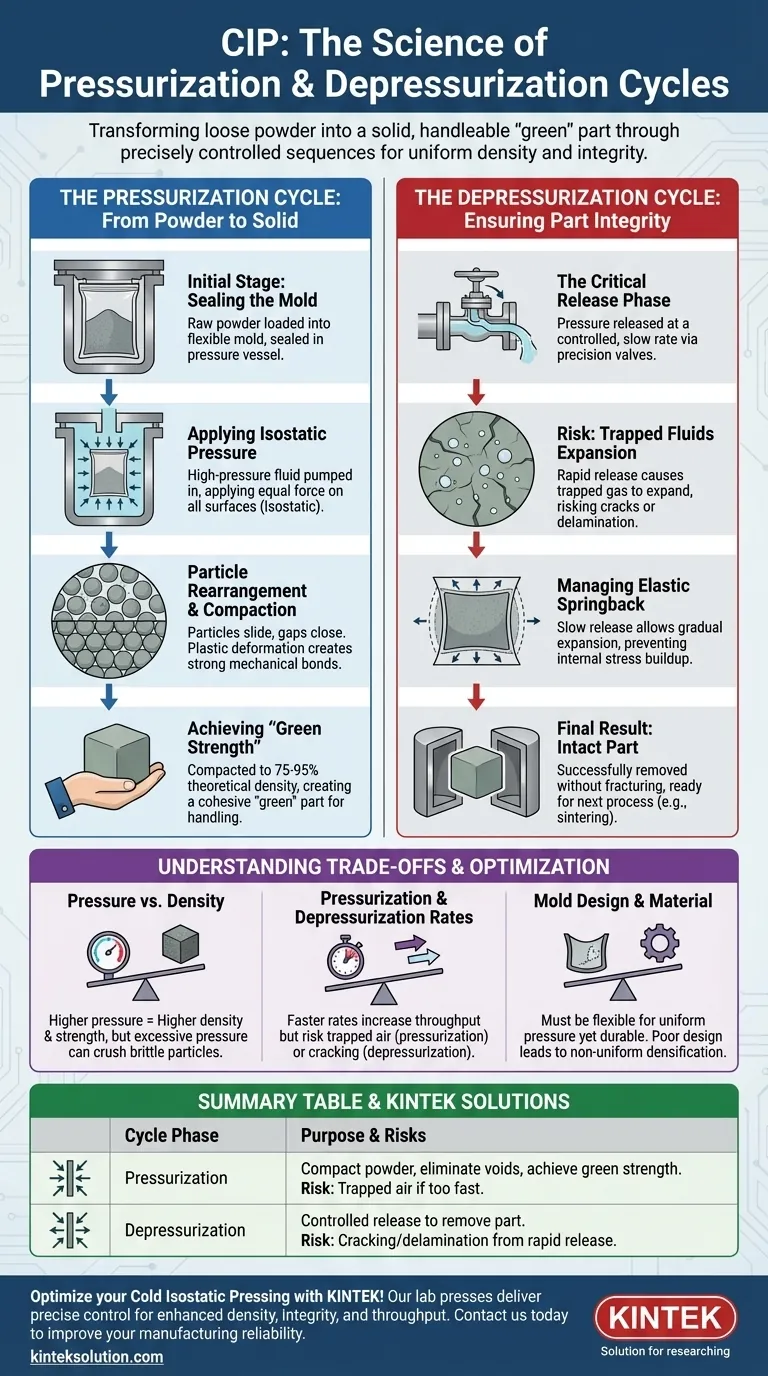
O Ciclo de Pressurização: Do Pó ao Sólido
O ciclo de pressurização é onde ocorre a compactação fundamental. Seu objetivo é eliminar vazios entre as partículas de pó e criar uma peça coesa com resistência suficiente para manuseio.
Estágio Inicial: Vedação do Molde
Antes do início do ciclo, o pó da matéria-prima é carregado em um molde flexível e estanque, geralmente feito de um elastômero como poliuretano ou borracha. Este molde é então selado e colocado dentro do vaso de pressão de aço da unidade CIP.
Aplicação de Pressão Isostática
O ciclo começa quando um meio líquido — geralmente água com aditivos inibidores de ferrugem e lubrificantes — é bombeado para o vaso de pressão. Como a pressão é transmitida por um fluido, ela é aplicada com força igual em todas as superfícies do molde. Este é o significado de isostática, e é a principal vantagem da CIP, garantindo compactação uniforme em todas as direções.
Reorganização e Compactação das Partículas
À medida que a pressão aumenta, duas coisas acontecem com o pó. Primeiro, as partículas deslizam e se reorganizam, fechando grandes lacunas e poros. À medida que a pressão continua a aumentar, as próprias partículas começam a deformar-se plasticamente em seus pontos de contato, criando fortes ligações mecânicas que as unem.
Atingindo a "Resistência Verde"
Este processo compacta o pó para uma densidade verde alvo específica, que é tipicamente 75-95% da densidade teórica final do material. A peça sólida resultante é conhecida como peça "verde", possuindo integridade mecânica suficiente, ou resistência verde, para ser manuseada, usinada ou movida para o próximo processo, que geralmente é a sinterização.
O Ciclo de Despressurização: Garantindo a Integridade da Peça
Este ciclo é frequentemente mais crítico e tecnicamente desafiador do que a pressurização. A liberação muito rápida de pressão imensa pode facilmente destruir a peça que acabou de ser criada.
A Fase Crítica de Liberação
A despressurização não é um evento instantâneo. A pressão deve ser liberada a uma taxa controlada, muitas vezes lenta. Isso é gerenciado por válvulas de precisão que ventilam gradualmente o fluido de alta pressão do vaso.
O Risco de Fluidos Retidos
O principal perigo durante a despressurização é a expansão de qualquer gás (geralmente ar) retido nos poros microscópicos restantes da peça verde. Se a pressão externa for liberada muito rapidamente, essa pressão interna retida pode fazer com que a peça rache, delamine ou até mesmo estoure.
Gerenciando o Recuo Elástico
Tanto o pó compactado quanto o molde flexível possuem um certo grau de elasticidade. À medida que a pressão externa é removida, eles se expandirão ligeiramente em um fenômeno chamado recuo elástico. Uma despressurização lenta e controlada permite que essa expansão ocorra gradualmente, evitando o acúmulo de tensões internas que poderiam levar a fraturas.
Compreendendo as Trocas e Armadilhas
Otimizar um ciclo CIP é um ato de equilíbrio entre qualidade, velocidade e custo. Compreender os parâmetros-chave é essencial para o sucesso.
Nível de Pressão vs. Densidade
Pressões mais altas geralmente levam a uma densidade verde mais alta e peças mais fortes. No entanto, há retornos decrescentes, e o excesso de pressão pode, às vezes, esmagar partículas de pó quebradiças, criando defeitos. Cada material tem uma faixa de pressão ideal.
Taxa de Pressurização
Uma taxa de pressurização mais rápida aumenta a produtividade, mas pode ser problemática. Se a pressão for aplicada muito rapidamente, o ar pode não ter tempo suficiente para escapar da massa de pó, levando a gás retido e pontos de baixa densidade.
Taxa de Despressurização: O Ponto de Falha Mais Comum
Este é o parâmetro de processo mais crítico. Um ciclo de despressurização rápido aumenta dramaticamente o risco de rachaduras e falhas da peça. No entanto, um ciclo muito lento reduz a produtividade. Encontrar a taxa mais rápida possível que ainda garanta a integridade da peça é um objetivo chave da otimização do processo.
Design e Material do Molde
O molde não é apenas um recipiente; é uma ferramenta ativa. Deve ser flexível o suficiente para transmitir a pressão uniformemente, mas durável o suficiente para suportar milhares de ciclos sem rasgar ou degradar. Um design de molde inadequado pode levar a uma densificação não uniforme.
Otimizando o Ciclo para Seu Objetivo
Os parâmetros ideais para o seu ciclo CIP dependem inteiramente do seu objetivo final.
- Se seu foco principal é a máxima integridade da peça: Priorize uma taxa de despressurização lenta e altamente controlada para eliminar qualquer risco de rachaduras internas devido a ar retido ou recuo elástico.
- Se seu foco principal é atingir alta densidade: Concentre-se em atingir a pressão máxima ideal para o seu material em pó específico, permitindo tempo de espera suficiente para que a compactação seja concluída.
- Se seu foco principal é aumentar o rendimento da produção: Teste metodicamente taxas de pressurização e despressurização incrementalmente mais rápidas, realizando um rigoroso controle de qualidade para identificar o ponto preciso em que os defeitos começam a aparecer.
Dominar a interação entre esses ciclos é a chave para aproveitar a Prensagem Isostática a Frio para a fabricação confiável de componentes de alta qualidade.
Tabela Resumo:
| Fase do Ciclo | Processo Chave | Propósito | Riscos Comuns |
|---|---|---|---|
| Pressurização | Fluido de alta pressão compacta uniformemente o pó em um molde flexível | Eliminar vazios, atingir densidade e resistência verdes | Ar retido, compactação não uniforme se muito rápido |
| Despressurização | Liberação controlada de pressão para remover a peça verde | Prevenir rachaduras e garantir a integridade da peça | Liberação rápida causando fraturas ou delaminação |
Otimize seu processo de Prensagem Isostática a Frio com a KINTEK! Nossas máquinas de prensa de laboratório, incluindo prensas automáticas e isostáticas, oferecem controle preciso sobre os ciclos de pressurização e despressurização para aumentar a densidade, integridade e rendimento das peças para as suas necessidades de laboratório. Entre em contato conosco hoje para discutir como nossas soluções podem melhorar a confiabilidade e eficiência da sua fabricação.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Quais são algumas aplicações de pesquisa de CIPs elétricos de laboratório? Desbloqueie a Densificação Uniforme de Pó para Materiais Avançados
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
















