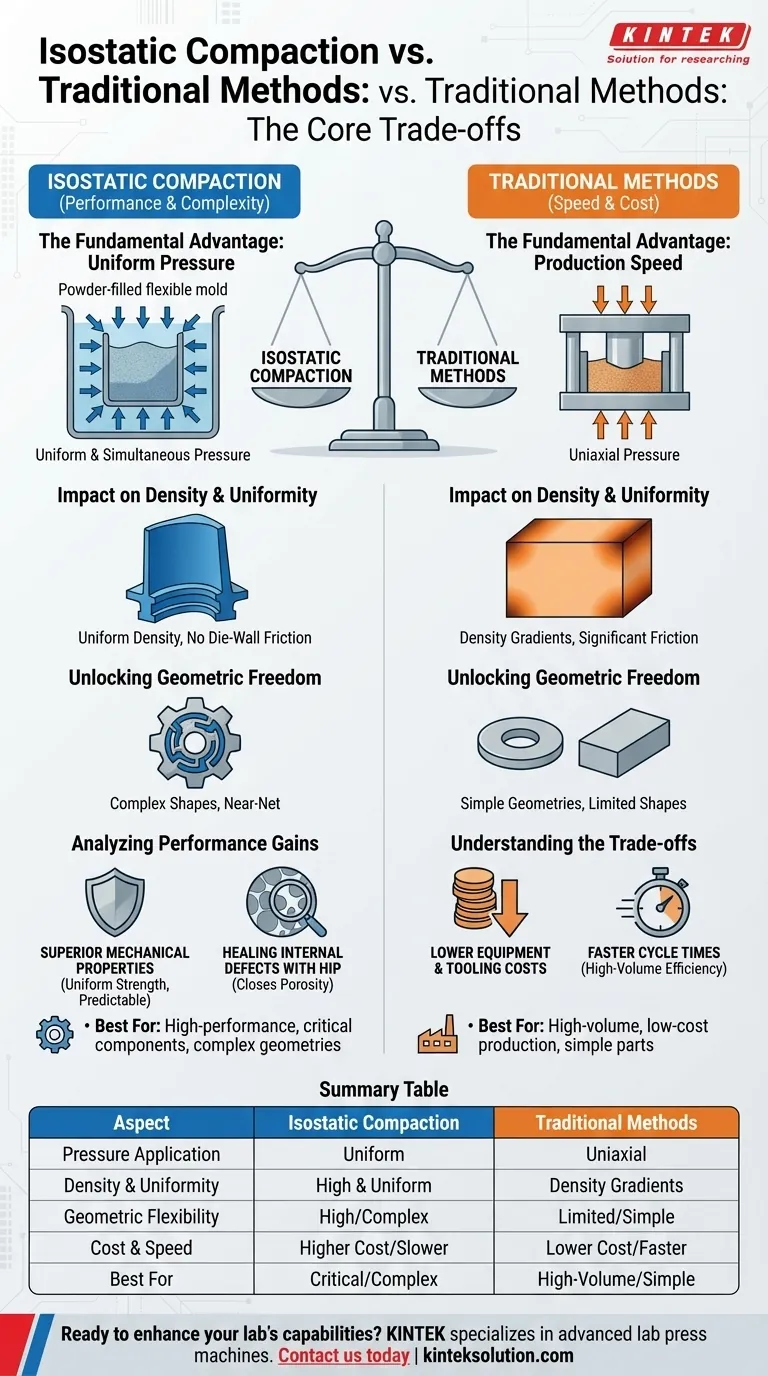
Em sua essência, a compensação entre a compactação isostática e os métodos tradicionais é uma escolha estratégica: trocar custos iniciais mais altos e tempos de ciclo mais lentos por componentes com densidade superior, uniformidade e capacidades de moldagem complexa. A prensagem isostática se destaca onde a integridade e o desempenho do material não são negociáveis, enquanto métodos tradicionais como a prensagem uniaxial em matriz muitas vezes vencem em velocidade de produção e eficiência de custo para geometrias mais simples.
A decisão de usar a compactação isostática depende do seu objetivo principal. Enquanto a prensagem tradicional é otimizada para produção de alto volume de formas simples, a compactação isostática é a escolha superior para componentes críticos de alto desempenho, onde propriedades uniformes do material e complexidade geométrica são primordiais.

A Vantagem Fundamental: Pressão Uniforme
Para entender as compensações, você deve primeiro compreender a diferença central na forma como a pressão é aplicada. Os métodos tradicionais são tipicamente uniaxiais, empurrando um pó de uma ou duas direções dentro de uma matriz rígida. A prensagem isostática é fundamentalmente diferente.
Como Funciona a Prensagem Isostática
A compactação isostática envolve colocar o pó em um molde flexível e submerso em um fluido dentro de uma câmara de alta pressão. A pressão é então aplicada ao fluido, que a transmite uniformemente e simultaneamente de todas as direções para o molde.
Este processo pode ser feito em diferentes temperaturas:
- Prensagem Isostática a Frio (CIP): Realizada à temperatura ambiente.
- Prensagem Isostática a Quente (WIP): Utiliza um meio líquido aquecido para materiais que se beneficiam de temperaturas elevadas durante a compactação.
- Prensagem Isostática a Quente (HIP): Utiliza alta pressão e alta temperatura simultaneamente, permitindo a densificação completa e a cicatrização de defeitos internos.
O Impacto na Densidade e Uniformidade
Na prensagem tradicional em matriz, o atrito entre o pó e as paredes rígidas da matriz cria gradientes de densidade significativos. A peça é mais densa perto da face do punção e menos densa no meio e nos cantos.
A prensagem isostática elimina o atrito da parede da matriz. Como a pressão é aplicada uniformemente de todos os lados, resulta em uma densidade muito mais uniforme em todo o componente. Isso também permite densidades gerais mais altas a uma determinada pressão de compactação.
Libertando a Liberdade Geométrica
Os métodos tradicionais são limitados pelas restrições de um conjunto de matrizes rígidas. Formas complexas, rebaixos ou altas relações comprimento-diâmetro são difíceis ou impossíveis de produzir.
Como a prensagem isostática usa um molde flexível, ela oferece grande flexibilidade de forma. Isso permite a produção de componentes altamente complexos com características internas e externas intrincadas, muitas vezes criando uma "forma quase líquida" que requer mínimo pós-processamento.
Analisando os Ganhos de Desempenho
A pressão uniforme da compactação isostática se traduz diretamente em melhorias mensuráveis no desempenho e confiabilidade do componente.
Propriedades Mecânicas Superiores
A alta densidade e uniforme alcançada através da prensagem isostática leva a componentes com resistência uniforme e propriedades mecânicas previsíveis em todas as direções. Isso reduz tensões internas e pontos fracos, o que é especialmente crítico para peças feitas de materiais quebradiços como cerâmicas ou pós finos.
Cicatrização de Defeitos Internos com HIP
A Prensagem Isostática a Quente (HIP) é única em sua capacidade de fechar e eliminar porosidades internas ou vazios dentro de uma peça fundida ou compactada. A combinação de alto calor e pressão pode até formar ligações metalúrgicas, curando eficazmente defeitos internos e melhorando drasticamente a vida útil à fadiga e a integridade estrutural.
Possibilitando Projetos Mais Leves e Fortes
Com propriedades de material mais uniformes e previsíveis, os engenheiros podem projetar componentes com maior confiança. Isso elimina a necessidade de "superdimensionar" as peças com material extra para compensar potenciais pontos fracos, permitindo o projeto de componentes mais leves e eficientes que ainda atendem a rigorosos padrões de desempenho.
Compreendendo as Compensações e Custos
A qualidade superior das peças prensadas isostaticamente tem um custo. Compreender essas desvantagens é crucial para tomar uma decisão informada.
Custos de Equipamento e Ferramental Mais Altos
As prensas isostáticas são vasos de alta pressão, representando um investimento de capital significativamente maior do que uma prensa mecânica ou hidráulica padrão. Embora os moldes flexíveis possam ser menos caros do que as matrizes de aço temperado para pequenas tiragens, o custo geral do equipamento é uma consideração importante.
Tempos de Ciclo Mais Lentos
O processo de carregar o molde, vedar o vaso, pressurizar, despressurizar e descarregar é inerentemente mais lento do que a ação rápida de estampagem de uma prensa tradicional. Isso resulta em menor eficiência de produção e maior custo por peça, tornando-o menos adequado para componentes de alto volume e estilo commodity.
Prensagem Tradicional: Quando a Velocidade é Rei
Para formas simples como arruelas, buchas ou pastilhas básicas onde pequenas variações de densidade são aceitáveis, a prensagem uniaxial tradicional é muito mais econômica. Sua alta velocidade e menor custo de equipamento a tornam a escolha indiscutível para produção em massa onde o desempenho máximo do material não é o principal motor.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo correto exige alinhar os pontos fortes da tecnologia com as necessidades específicas do seu projeto.
- Se o seu foco principal é produção de alto volume e baixo custo: A prensagem tradicional em matriz é a escolha mais lógica e econômica para geometrias simples.
- Se o seu foco principal é desempenho máximo e confiabilidade: A prensagem isostática, especialmente a HIP, é a escolha definitiva para componentes críticos onde a falha não é uma opção.
- Se o seu foco principal é criar geometrias complexas: A prensagem isostática oferece a liberdade de design para produzir formas quase líquidas que são impossíveis de alcançar com matrizes rígidas.
Ao compreender essa compensação fundamental entre velocidade e custo versus desempenho e complexidade, você pode selecionar com confiança o processo de fabricação que se alinha perfeitamente com os requisitos técnicos e objetivos de negócios do seu componente.
Tabela Resumo:
| Aspecto | Compactação Isostática | Métodos Tradicionais |
|---|---|---|
| Aplicação de Pressão | Uniforme de todas as direções | Uniaxial (uma ou duas direções) |
| Densidade e Uniformidade | Alta e uniforme em toda a peça | Gradientes de densidade, menos uniforme |
| Flexibilidade Geométrica | Alta (formas complexas, quase líquidas) | Limitada (geometrias simples) |
| Custo e Velocidade | Custo mais alto, tempos de ciclo mais lentos | Custo mais baixo, produção mais rápida |
| Melhor Para | Componentes críticos de alto desempenho | Peças simples de alto volume |
Pronto para aprimorar as capacidades do seu laboratório com a solução de compactação certa? A KINTEK é especialista em máquinas de prensagem avançadas para laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas aquecidas, adaptadas para atender às suas necessidades de laboratório. Quer esteja a produzir componentes de alto desempenho ou a otimizar para eficiência de custos, a nossa experiência garante densidade, uniformidade e moldagem complexa superiores. Contacte-nos hoje para discutir como as nossas soluções podem impulsionar o seu sucesso!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
As pessoas também perguntam
- Por que a Prensagem Isostática a Frio (CIP) é aplicada após a prensagem uniaxial? Otimizar a Densidade do Precursor de Supercondutor
- Quais são os principais recursos dos sistemas automatizados de Prensa Isostática a Frio (CIP) de laboratório? Obtenha Consolidação Precisa de Pó sob Alta Pressão
- Por que as altas taxas de pressurização são importantes nos sistemas CIP automatizados? Alcançar densidade superior do material
- Qual é a função principal de uma Prensa Isostática a Frio (CIP) na preparação de NASICON? Alcançar 96% da Densidade Teórica
- Por que uma Prensa Isostática a Frio (CIP) é Necessária Após Prensagem Uniaxial? Alcançando Transparência em Cerâmicas de Nd:Y2O3







