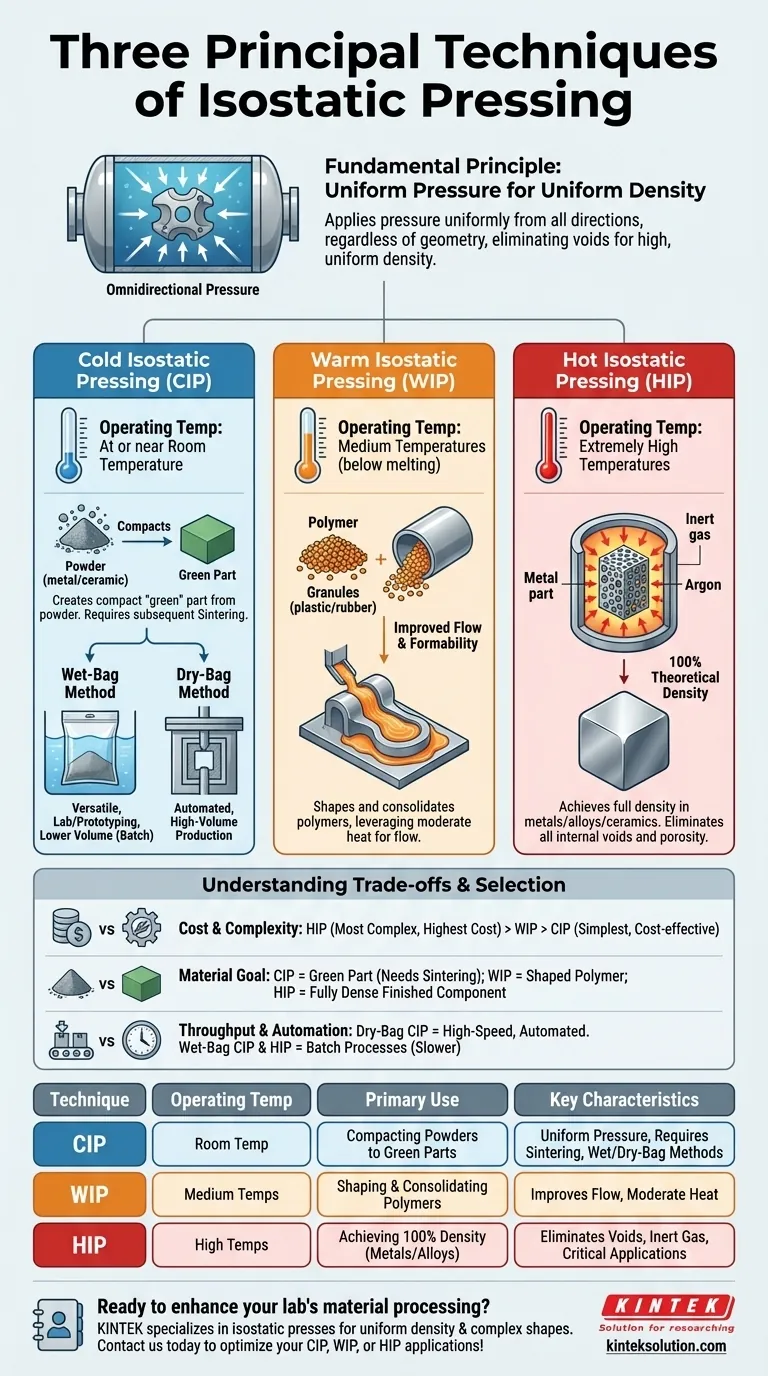
As três principais técnicas de prensagem isostática são a Prensagem Isostática a Frio (CIP), a Prensagem Isostática a Quente (WIP) e a Prensagem Isostática a Quente (HIP). Estes métodos distinguem-se principalmente pela sua temperatura de operação, que por sua vez dita os tipos de materiais que podem processar e as propriedades finais do componente.
A diferença fundamental entre CIP, WIP e HIP é a aplicação de calor. A sua escolha depende inteiramente do seu material — quer seja um pó que necessita de compactação inicial (CIP), um polímero que necessita de moldagem (WIP), ou um metal que necessita de densificação completa (HIP).

O Princípio Fundamental: Pressão Uniforme para Densidade Uniforme
O Que É a Prensagem Isostática?
A prensagem isostática é uma técnica de processamento de materiais que aplica pressão uniformemente de todas as direções a um pó ou componente sólido.
Isso é conseguido submergindo a peça num vaso de pressão preenchido com um meio — tipicamente um líquido como água ou óleo, ou um gás como árgon — e pressurizando esse meio. A força é transmitida igualmente sobre toda a superfície da peça, independentemente da sua complexidade geométrica.
Principais Benefícios em Todas as Técnicas
Este método de aplicação de pressão uniforme oferece várias vantagens distintas. Garante alta e uniforme densidade em toda a peça, eliminando os vazios e pontos fracos comuns na prensagem uniaxial.
Como a pressão é omnidirecional, remove a maioria das restrições geométricas, permitindo a criação de formas altamente complexas. Este processo também é altamente eficaz para materiais difíceis de compactar usando outros métodos.
Finalmente, permite a fabricação de forma quase final (near-net-shape manufacturing), produzindo peças que requerem processamento mínimo e usinagem, o que economiza material e reduz custos.
As Três Técnicas: Uma Análise Baseada na Temperatura
A principal distinção entre os três métodos é a temperatura na qual operam.
Prensagem Isostática a Frio (CIP)
A CIP é realizada à temperatura ambiente ou perto dela. O seu principal objetivo é compactar pós metálicos ou cerâmicos numa massa sólida, conhecida como peça "verde".
Esta peça verde tem integridade estrutural suficiente para ser manuseada, mas ainda não atingiu a sua densidade final. Requer um processo de sinterização subsequente a alta temperatura para fundir as partículas do pó.
Métodos CIP: Saco Húmido vs. Saco Seco
A CIP é ainda dividida em dois modos operacionais.
Na técnica de saco húmido, o pó é selado num saco flexível, semelhante a um molde, que é totalmente submerso no fluido pressurizador. Este método é altamente versátil, mas mais lento, tornando-o ideal para trabalho de laboratório, prototipagem e produção de baixo volume.
Na técnica de saco seco, o molde flexível é integrado diretamente no vaso de pressão. O pó é simplesmente carregado no molde fixo, pressurizado e ejetado. Isso automatiza o processo, tornando-o muito mais rápido e adequado para fabricação de alto volume.
Prensagem Isostática a Quente (WIP)
A WIP opera a temperaturas médias, tipicamente abaixo do ponto de fusão ou degradação do material, mas altas o suficiente para amolecê-lo.
Esta técnica é mais comumente usada para consolidar e moldar polímeros, como plásticos e borrachas, onde temperaturas elevadas podem melhorar o fluxo e a conformabilidade.
Prensagem Isostática a Quente (HIP)
A HIP combina temperaturas extremamente altas e altas pressões. Utiliza um gás inerte aquecido (geralmente árgon) como meio de pressão.
O objetivo da HIP não é apenas compactar um pó, mas atingir 100% da densidade teórica. A combinação de calor e pressão faz com que os átomos do material se difundam através dos limites das partículas, eliminando todos os vazios e porosidades internas. É usada em metais, ligas e cerâmicas para criar componentes finais, totalmente densificados, para aplicações críticas.
Compreendendo as Compromissos
Embora poderosa, cada técnica tem limitações específicas e casos de uso ideais. Escolher a errada pode levar à falha do material ou a despesas desnecessárias.
Custo e Complexidade
A HIP é de longe o processo mais complexo e caro devido à necessidade de conter com segurança calor e pressão extremos. A CIP é a mais simples e económica, enquanto a WIP fica no meio.
Estado do Material e Objetivo
A CIP começa com um pó e cria uma peça "verde" semi-acabada que precisa de processamento adicional. Em contraste, a HIP pode ser usada numa peça verde (ou mesmo numa peça fundida com falhas internas) para criar um componente totalmente denso e acabado.
Rendimento e Automação
A CIP de saco seco é projetada para produção automatizada de alta velocidade. A CIP de saco húmido e a HIP são processos inerentemente em lotes que são significativamente mais lentos, tornando-os mais adequados para volumes menores ou peças onde o desempenho é mais crítico do que a velocidade de produção.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o método correto de prensagem isostática é uma função direta do seu material e do seu objetivo de engenharia.
- Se o seu foco principal é compactar pós metálicos ou cerâmicos numa peça verde manuseável para sinterização subsequente: Escolha a Prensagem Isostática a Frio (CIP), usando o método de saco seco para alto volume e o método de saco húmido para protótipos.
- Se o seu foco principal é moldar ou consolidar polímeros como plásticos: Escolha a Prensagem Isostática a Quente (WIP) para aproveitar o calor moderado para um fluxo de material melhorado.
- Se o seu foco principal é alcançar densidade total e eliminar todos os defeitos internos em componentes críticos de metal, liga ou cerâmica: Escolha a Prensagem Isostática a Quente (HIP) pela sua capacidade de criar peças acabadas superiores.
Em última análise, dominar estas técnicas significa combinar a combinação certa de pressão e temperatura com o seu material específico e requisitos de desempenho.
Tabela Resumo:
| Técnica | Temperatura de Operação | Uso Principal | Características Chave |
|---|---|---|---|
| Prensagem Isostática a Frio (CIP) | Temperatura ambiente | Compactação de pós metálicos/cerâmicos em peças verdes | Pressão uniforme, requer sinterização, métodos de saco húmido/seco |
| Prensagem Isostática a Quente (WIP) | Temperaturas médias | Modelagem e consolidação de polímeros | Melhora o fluxo e a conformabilidade, calor moderado |
| Prensagem Isostática a Quente (HIP) | Altas temperaturas | Alcançar 100% de densidade em metais/ligas/cerâmicas | Elimina vazios, usa gás inerte, para aplicações críticas |
Pronto para melhorar o processamento de materiais do seu laboratório com prensagem isostática de precisão? A KINTEK é especializada em máquinas de prensagem para laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas aquecidas para laboratório, adaptadas às necessidades laboratoriais. Nossas soluções oferecem densidade uniforme, capacidades de formas complexas e economia de custos através da fabricação em forma quase final. Contacte-nos hoje para discutir como a nossa experiência pode otimizar as suas aplicações CIP, WIP ou HIP e impulsionar a sua pesquisa ou eficiência de produção!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
As pessoas também perguntam
- Quais são as vantagens de usar uma Prensa Isostática a Quente (WIP) para baterias? Alcançar Contato de Interface Superior
- Como a Prensagem Isostática a Quente (Warm Isostatic Pressing) difere dos métodos de prensagem tradicionais? Obtenha Densidade Uniforme para Peças Complexas
- Qual é a função dos moldes elásticos na prensagem isostática a quente? Alcançar Densidade Uniforme em Partículas Compostas
- Por que os cátodos compósitos devem ser selados em sacos de laminação a vácuo para WIP? Garanta a Estabilidade e Densidade da Bateria
- Qual é a importância do controle de temperatura na Prensagem Isostática a Quente? Desbloqueie a Densificação Uniforme e a Estabilidade do Processo



















