O sucesso da Prensagem Isostática a Frio (CIP) depende de uma combinação precisa de pressão extrema, taxas de aplicação controladas e contenção de material apropriada. O processo requer pressões entre 400 e 1000 MPa (60.000 a 150.000 psi) aplicadas através de um meio líquido como óleo ou água. Crucialmente, tanto os ciclos de pressurização quanto de despressurização devem ser cuidadosamente gerenciados para garantir uma compactação uniforme e prevenir defeitos internos na peça final.
O objetivo fundamental da Prensagem Isostática a Frio não é meramente a compactação, mas sim a compactação uniforme. Cada requisito do processo — desde o molde flexível até as rampas de pressão controladas — é projetado para aplicar força igual de todas as direções, criando uma peça "verde" homogênea e de alta densidade, livre das tensões internas comuns em outros métodos.

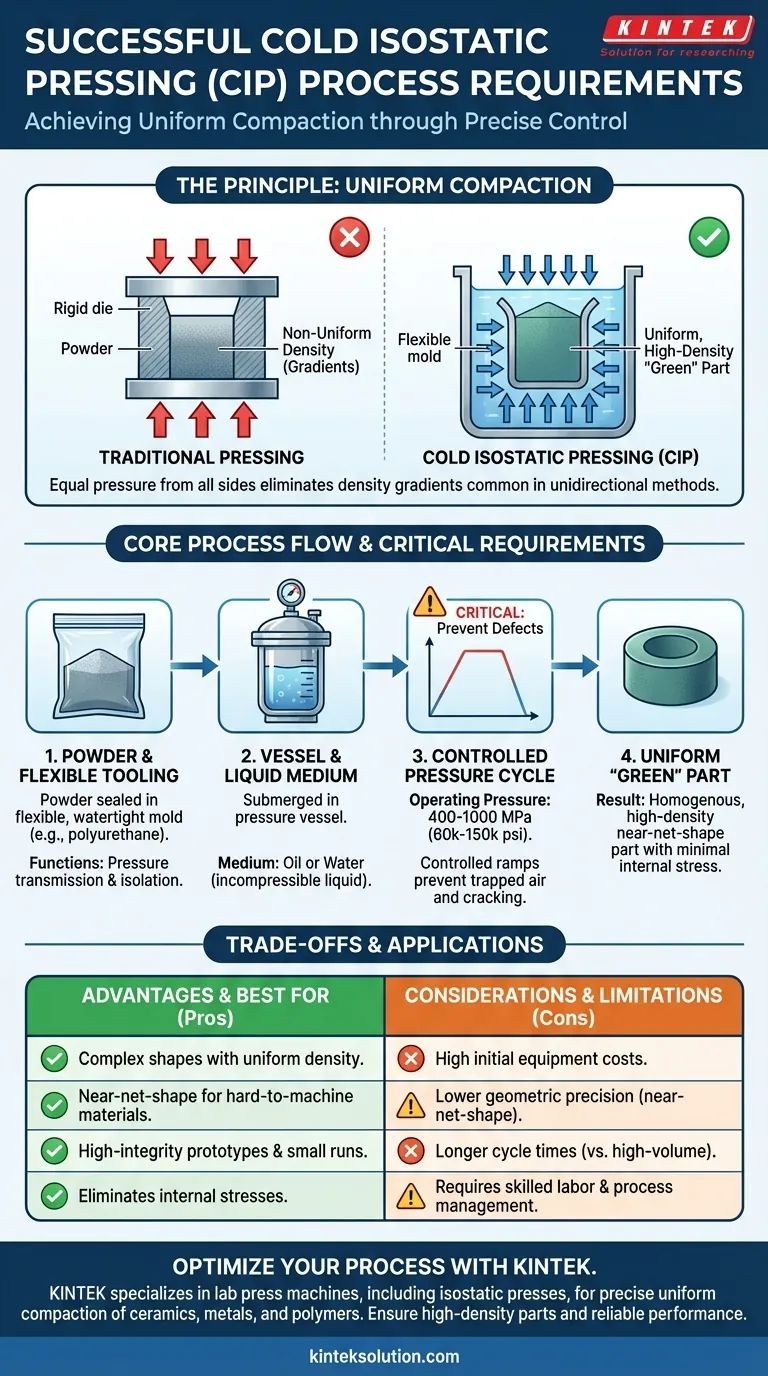
O Princípio da Compactação Uniforme
A Prensagem Isostática a Frio é um processo de metalurgia do pó projetado para superar uma limitação primária da prensagem unidirecional tradicional: gradientes de densidade. Ao aplicar pressão igualmente em todas as superfícies, ele alcança um resultado muito mais consistente.
Como a Pressão Uniforme é Alcançada
O pó a ser compactado é primeiro selado dentro de um molde flexível e estanque, tipicamente feito de borracha, uretano ou PVC. Este molde selado é então submerso em um vaso de alta pressão cheio de líquido.
À medida que um sistema hidráulico aumenta a pressão do fluido circundante, essa pressão é transmitida igualmente e simultaneamente a todas as superfícies do molde flexível. Isso garante que o pó se compacte com uma densidade excepcionalmente uniforme.
A Vantagem Sobre a Prensagem Unidirecional
Na prensagem em matriz tradicional, a pressão é aplicada de uma ou duas direções. O atrito entre o pó e as paredes rígidas da matriz impede a transmissão uniforme da pressão, resultando em uma peça menos densa no centro e longe dos punções. O CIP elimina completamente esse problema.
Requisitos Essenciais do Processo
Alcançar um resultado bem-sucedido com o CIP depende do controle de três áreas-chave: o sistema de pressão, a ferramenta do material e o próprio equipamento.
Faixa de Pressão e Meio
A pressão de operação é uma variável crítica e tipicamente varia de 400 MPa (60.000 psi) para muitas cerâmicas e polímeros até 1000 MPa (150.000 psi) para metais refratários e materiais avançados.
O meio de pressão é quase sempre um líquido, pois os líquidos são incompressíveis e transferem a pressão de forma eficiente. Fluidos à base de óleo ou água são a escolha padrão, e o processo é conduzido à temperatura ambiente ou próximo a ela.
Pressurização e Despressurização Controladas
Este é, sem dúvida, o parâmetro de processo mais crítico para o controle de qualidade. Um aumento ou diminuição rápida da pressão pode prender o ar, criar planos de cisalhamento internos ou causar rachaduras à medida que a energia elástica armazenada é liberada.
Rampas controladas e constantes garantem que a compactação ocorra uniformemente em todo o volume da peça e que a pressão seja aliviada sem causar defeitos estruturais.
Encapsulamento e Ferramental de Material
O molde flexível é uma peça vital do ferramental. Ele serve a dois propósitos:
- Transmissão de Pressão: Atua como uma barreira flexível que transmite perfeitamente a pressão isostática do fluido para o pó.
- Isolamento: Cria uma vedação hermética, evitando que o fluido pressurizador contamine o pó.
O design deste molde dita a forma "verde" da peça final.
Compreendendo os Compromissos e Limitações
Embora potente, o CIP não é uma solução universal. Suas vantagens vêm com compromissos específicos que devem ser considerados.
Altos Custos Iniciais de Equipamento
Os vasos de alta pressão, bombas hidráulicas e sistemas de segurança necessários para o CIP representam um investimento de capital significativo. Isso torna o processo mais adequado para aplicações onde seus benefícios exclusivos justificam o custo.
Menor Precisão Geométrica
Como a compactação ocorre em um molde flexível, o CIP não produz as mesmas tolerâncias dimensionais apertadas que os métodos que utilizam matrizes de aço rígidas. As peças são consideradas próximas da forma final (near-net-shape) e geralmente requerem uma etapa final de usinagem ou sinterização para atingir suas dimensões finais.
Considerações sobre a Taxa de Produção
O tempo de ciclo para o CIP — incluindo carregamento, pressurização, despressurização e descarregamento — é geralmente maior do que para métodos de alto volume como a compactação automática em matriz. É frequentemente mais adequado para componentes complexos, protótipos ou pequenas séries de produção.
Requisitos de Material e Mão de Obra
O processo requer pós com boas características de compactação. Além disso, operar o equipamento de alta pressão com segurança e eficácia exige mão de obra qualificada e um gerenciamento rigoroso do processo.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do processo de fabricação correto depende inteiramente do seu objetivo final. Use estas diretrizes para determinar se o CIP é a escolha ideal.
- Se seu foco principal é produzir formas complexas com alta densidade uniforme: O CIP é uma excelente escolha, pois elimina os gradientes de densidade e as limitações de forma da prensagem unidirecional.
- Se seu foco principal é atingir a forma próxima da final (near-net-shape) para materiais difíceis de usinar: O CIP é ideal para criar uma pré-forma homogênea que minimiza operações de usinagem final caras e difíceis.
- Se seu foco principal é a produção de alto volume de peças simples: A compactação tradicional em matriz ou a moldagem por injeção de pó provavelmente serão mais econômicas e rápidas.
Ao compreender esses requisitos essenciais e compromissos, você pode alavancar o CIP para produzir componentes de alta integridade que são difíceis ou impossíveis de alcançar com outros métodos.
Tabela Resumo:
| Requisito do Processo | Detalhes Chave |
|---|---|
| Faixa de Pressão | 400-1000 MPa (60.000-150.000 psi) |
| Meio de Pressão | Fluidos à base de óleo ou água |
| Pressurização/Despressurização | Rampas controladas e constantes para garantir compactação uniforme e prevenir defeitos |
| Ferramental do Material | Moldes flexíveis (p. ex., borracha, uretano) para transmissão uniforme da pressão e isolamento |
| Materiais Alvo | Cerâmicas, polímeros, metais refratários e materiais avançados |
| Vantagem Chave | Densidade uniforme e eliminação de tensões internas em formas complexas |
Pronto para aprimorar as capacidades do seu laboratório com a precisa Prensagem Isostática a Frio? A KINTEK é especializada em máquinas de prensagem para laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, projetadas para atender às necessidades exclusivas de laboratórios que trabalham com cerâmicas, metais e polímeros. Nossos equipamentos garantem compactação uniforme, peças de alta densidade e desempenho confiável para formas complexas e protótipos. Entre em contato conosco hoje para discutir como nossas soluções podem otimizar seu processo e entregar resultados superiores!
Guia Visual
Produtos relacionados
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Como uma Prensa Isostática a Frio (CIP) facilita a preparação de corpos verdes de carboneto de silício (SiC) dopados com CaO?
- Por que a Prensagem Isostática a Frio (CIP) é aplicada após a prensagem uniaxial? Otimizar a Densidade do Precursor de Supercondutor
- Que tipos de equipamento estão disponíveis para a prensagem isostática a frio?Explore as soluções CIP para laboratórios e produção
- Para que tipos de materiais e aplicações os sistemas automatizados de CIP são particularmente benéficos? Desbloqueie a Pureza e Formas Complexas
- Por que uma Prensa Isostática a Frio (CIP) é Necessária Após Prensagem Uniaxial? Alcançando Transparência em Cerâmicas de Nd:Y2O3









