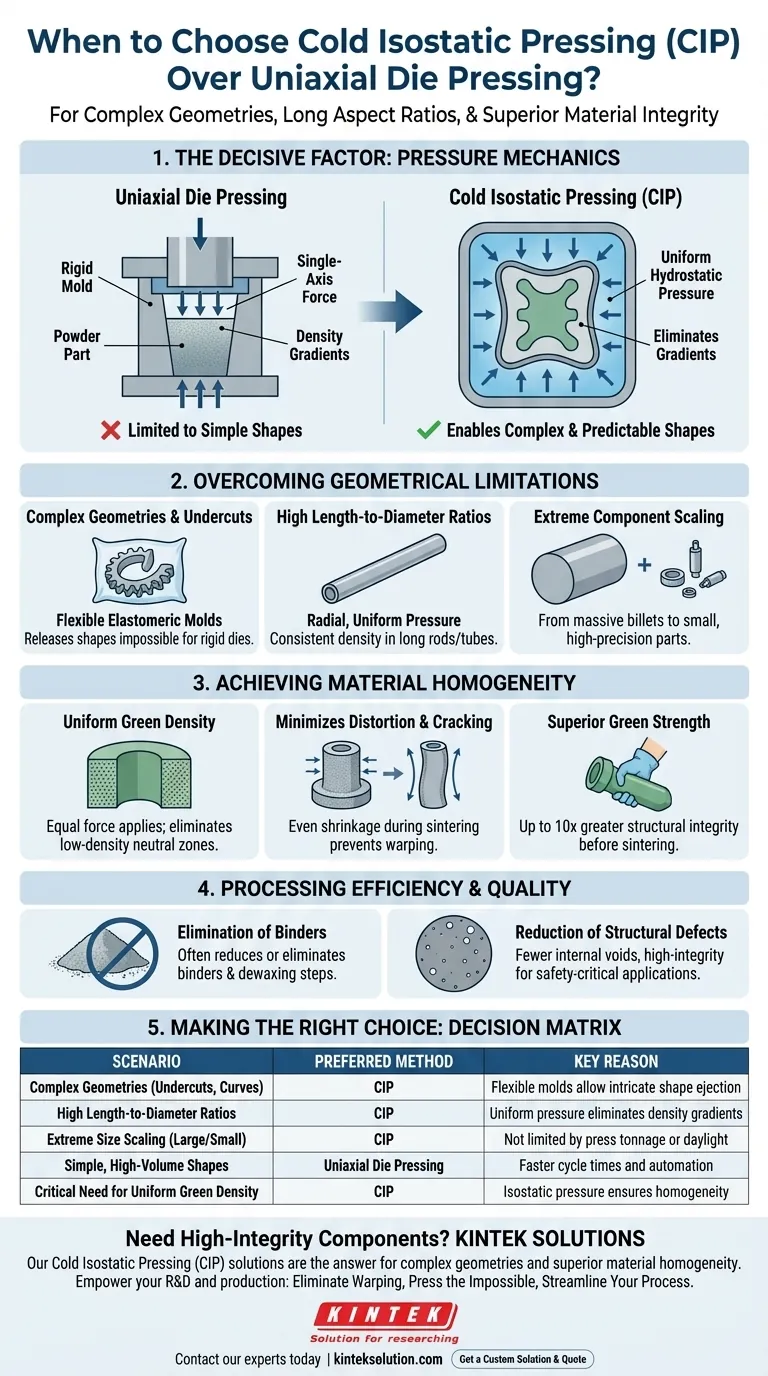
A Prensagem Isostática a Frio (CIP) é a escolha preferida na fabricação de componentes que exigem geometrias complexas, relações comprimento/diâmetro extremas ou integridade estrutural interna superior. Enquanto a prensagem em matriz uniaxial é adequada para formas simples e de alto volume, a CIP é necessária quando a aplicação exige densidade uniforme do material e a eliminação de gradientes de tensão interna.
O fator decisivo são as mecânicas da aplicação de pressão: ao contrário da força de eixo único da prensagem em matriz, a CIP aplica pressão hidrostática uniforme de todas as direções. Isso elimina os gradientes de densidade que causam empenamento, permitindo um encolhimento previsível durante a sinterização e a produção de formas que matrizes rígidas simplesmente não conseguem ejetar.

Superando Limitações Geométricas
Geometrias Complexas e Intrincadas
A prensagem uniaxial é limitada por moldes rígidos que requerem um caminho de ejeção reto. A CIP utiliza moldes elastoméricos flexíveis (tipicamente borracha ou uretano), permitindo a produção de peças com reentrâncias, curvas complexas e formas irregulares que seriam impossíveis de liberar de uma matriz rígida.
Altas Relações Comprimento/Diâmetro
Na prensagem uniaxial, o atrito entre o pó e a parede da matriz causa uma queda significativa na densidade à medida que a peça fica mais longa. A CIP remove completamente essa limitação porque a pressão é aplicada radialmente e uniformemente. Isso permite a criação de hastes ou tubos longos e finos com densidade consistente em todo o seu comprimento.
Escalamento Extremo de Componentes
A CIP é excepcionalmente versátil em relação ao tamanho. É o método preferido para produzir tarugos ou pré-formas maciças que excedem a tonelagem, o curso ou as capacidades de espaço livre de prensas uniaxiais padrão. Inversamente, também é eficaz para consolidar componentes muito pequenos e de alta precisão.
Alcançando Homogeneidade do Material
Densidade Verde Uniforme
A natureza "isostática" da CIP envolve a imersão do molde em um meio fluido (água ou óleo) para aplicar força igualmente de todos os lados. Isso resulta em uma densidade verde uniforme em toda a peça, eliminando as "zonas neutras" de baixa densidade frequentemente encontradas no centro de peças prensadas em matriz.
Minimizando Distorção e Rachaduras
Como a densidade é uniforme, a peça encolhe uniformemente em todas as direções durante o processo de sinterização (cozimento). Essa previsibilidade é crucial para cerâmicas e metais de alto desempenho, pois minimiza significativamente o empenamento, a distorção e as rachaduras resultantes do empacotamento não uniforme das partículas.
Resistência Verde Superior
Compactos formados via CIP exibem integridade estrutural significativamente maior antes da sinterização. Referências indicam que a resistência verde pode ser até 10 vezes maior do que a de contrapartes compactadas em matriz, tornando as pré-formas delicadas mais fáceis de manusear e usinar antes do cozimento.
Eficiência e Qualidade do Processo
Eliminação de Aglutinantes
A CIP pode frequentemente consolidar pós sem a necessidade de aglutinantes significativos. Isso permite que os fabricantes eliminem aglutinantes de cera e as etapas associadas de desparafinação, otimizando o ciclo de processamento térmico e reduzindo potenciais fontes de contaminação.
Redução de Defeitos Estruturais
A aplicação uniforme de pressão reduz as concentrações de tensão interna. Ao eliminar os gradientes de pressão inerentes à prensagem uniaxial, a CIP produz tarugos de alta integridade com menos vazios internos ou defeitos estruturais, o que é essencial para aplicações críticas de segurança.
Compreendendo as Compensações
Tempo de Ciclo e Automação
Embora a CIP ofereça qualidade superior, é geralmente um processo em lote que pode ser mais lento do que o ciclo rápido e automatizado da prensagem em matriz uniaxial.
Acabamento de Superfície e Tolerâncias
Como o molde é flexível, a superfície externa de uma peça CIP é frequentemente menos precisa do que uma peça prensada em matriz. Usinagem pós-processo é frequentemente necessária para atingir as tolerâncias finais de forma líquida no diâmetro externo, enquanto a prensagem em matriz cria dimensões laterais fixas.
Fazendo a Escolha Certa para o Seu Objetivo
Para determinar se a CIP é a solução correta para sua aplicação específica, considere suas restrições primárias:
- Se o seu foco principal é a Complexidade Geométrica: Escolha CIP para peças com reentrâncias, altas relações de aspecto ou formas que não podem ser ejetadas de uma matriz rígida.
- Se o seu foco principal é a Integridade do Material: Escolha CIP para garantir densidade uniforme e prevenir rachaduras ou empenamento durante a fase de sinterização.
- Se o seu foco principal é a Pureza do Processo: Escolha CIP se precisar minimizar ou eliminar aglutinantes de cera e o subsequente processo de desparafinação.
Ao alavancar a pressão uniforme da Prensagem Isostática a Frio, você troca a velocidade da prensagem simples em matriz pela capacidade de produzir componentes maiores, mais fortes e mais complexos com resultados previsíveis de alta qualidade.
Tabela Resumo:
| Cenário | Método Preferido | Razão Principal |
|---|---|---|
| Geometrias Complexas (Reentrâncias, Curvas) | CIP | Moldes flexíveis permitem a ejeção de formas intrincadas |
| Altas Relações Comprimento/Diâmetro | CIP | Pressão radial uniforme elimina gradientes de densidade |
| Escalamento Extremo de Tamanho (Peças Muito Grandes/Pequenas) | CIP | Não limitado por tonelagem da prensa ou espaço livre |
| Formas Simples e de Alto Volume | Prensagem em Matriz Uniaxial | Tempos de ciclo mais rápidos e automação |
| Necessidade Crítica de Densidade Verde Uniforme | CIP | Pressão isostática garante homogeneidade, minimizando defeitos de sinterização |
Precisa produzir componentes complexos e de alta integridade?
Se o seu projeto envolve geometrias complexas, altas relações de aspecto ou requer homogeneidade superior do material, as soluções de Prensagem Isostática a Frio (CIP) da KINTEK são a resposta. Nossas prensas de laboratório, incluindo prensas isostáticas e automáticas de laboratório, são projetadas para ajudá-lo a alcançar densidade uniforme e eliminar gradientes de tensão interna para resultados previsíveis e de alta qualidade.
Deixe a KINTEK capacitar sua P&D e produção:
- Elimine Empenamento e Rachaduras: Alcance encolhimento uniforme durante a sinterização.
- Pressione o Impossível: Crie peças com reentrâncias e escalas extremas que matrizes rígidas não conseguem manusear.
- Otimize Seu Processo: Reduza ou elimine aglutinantes e as etapas associadas de desparafinação.
Entre em contato com nossos especialistas hoje mesmo para discutir como nossa tecnologia CIP pode atender às suas necessidades específicas de laboratório.
Obtenha uma Solução e Cotação Personalizadas
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- O que é a Prensa Isostática a Frio (CIP) de Laboratório Elétrica e qual sua função principal? Obter Peças Uniformes de Alta Densidade
- Quais opções de personalização estão disponíveis para prensas isostáticas a frio elétricas de laboratório? Adapte Pressão, Tamanho e Automação para o seu Laboratório
- Que tipos de materiais podem ser compactados usando prensas isostáticas a frio de laboratório elétricas? Obtenha Densidade Uniforme para Metais, Cerâmicas e Mais
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
















