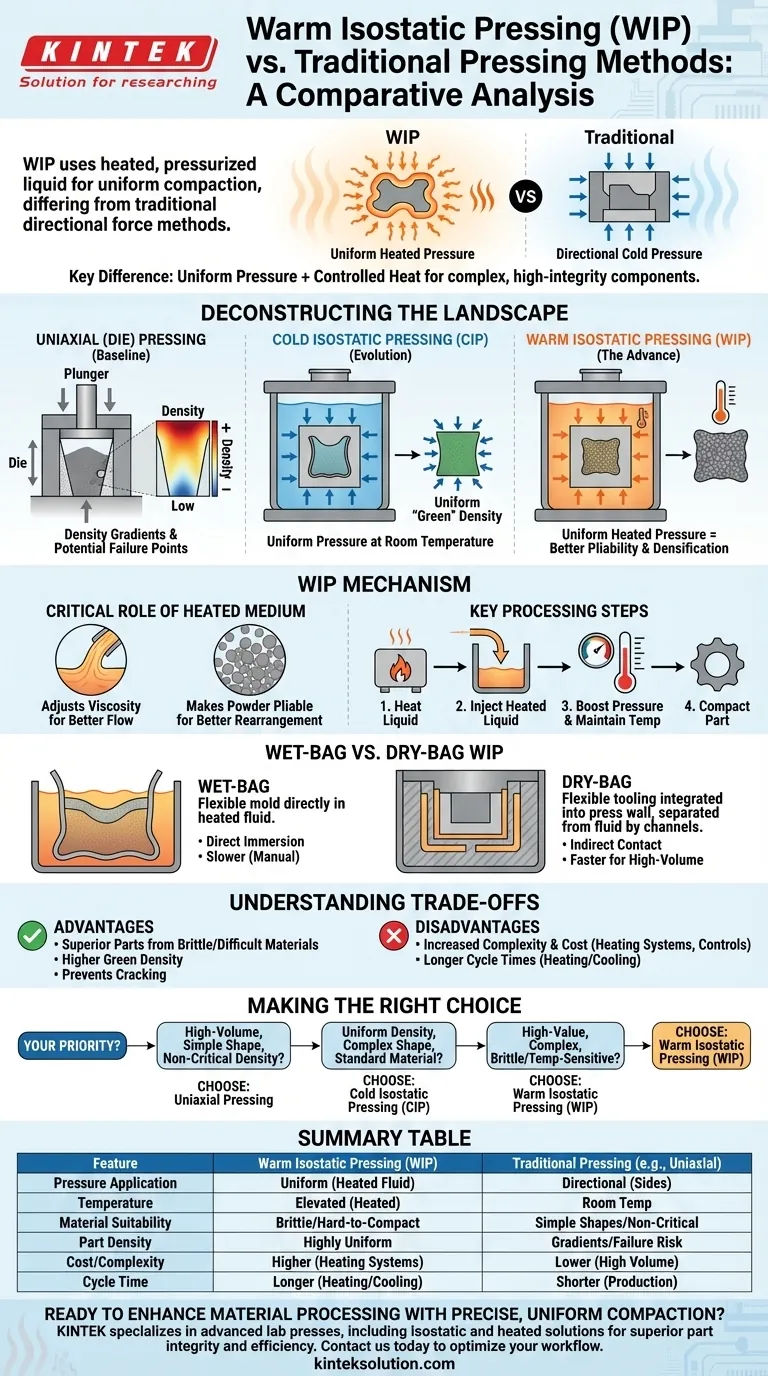
Em sua essência, a Prensagem Isostática a Quente (WIP) difere dos métodos tradicionais ao usar um líquido aquecido e pressurizado para compactar uniformemente um pó. Diferentemente da prensagem convencional que aplica força de uma ou duas direções, a WIP envolve o material, garantindo densidade uniforme, enquanto a temperatura elevada permite o processamento de materiais que de outra forma rachariam ou falhariam em consolidar adequadamente à temperatura ambiente.
A distinção fundamental não é apenas o uso de pressão, mas a combinação estratégica de pressão uniforme e calor controlado. Isso possibilita a formação de componentes complexos e de alta integridade a partir de materiais que são incompatíveis com técnicas de prensagem a frio ou direcional.

Desvendando o Cenário da Prensagem
Para entender o valor da WIP, devemos primeiro distingui-la dos métodos mais comuns que ela foi desenvolvida para melhorar. Cada método aplica força de maneira diferente, com consequências significativas para a peça final.
A Linha de Base: Prensagem Uniáxial (por Matriz)
A prensagem uniáxial é o método mais convencional. O pó é colocado em uma matriz rígida e comprimido de uma ou duas direções por um pistão.
Essa força direcional cria gradientes de densidade. As áreas da peça mais próximas ao pistão tornam-se mais densas do que as áreas mais afastadas, o que pode ser um ponto crítico de falha.
A Evolução: Prensagem Isostática a Frio (CIP)
A Prensagem Isostática a Frio (CIP) melhora a prensagem uniáxial ao aplicar pressão uniformemente de todas as direções. Isso é alcançado colocando o pó em um molde flexível e selado e submergindo-o em um fluido de alta pressão à temperatura ambiente.
O resultado é uma peça "verde" (não sinterizada) com densidade altamente uniforme. Isso elimina as tensões internas e os pontos fracos criados pela prensagem direcional.
O Mecanismo Único da Prensagem Isostática a Quente (WIP)
A WIP leva os princípios da CIP um passo adiante ao introduzir calor controlado no processo. Essa adição aparentemente simples tem efeitos profundos no material que está sendo processado.
O Papel Crítico do Meio Aquecido
Na WIP, um meio líquido é aquecido a uma temperatura específica antes de ser injetado na câmara de prensagem. Isso serve a dois propósitos principais.
Primeiro, aquecer o líquido ajusta sua viscosidade, garantindo que ele flua corretamente para transmitir a pressão perfeitamente ao redor do componente. Segundo, e mais importante, o calor torna o pó do material mais maleável, permitindo melhor rearranjo de partículas e adensamento com pressões menores do que as necessárias em estado frio.
Etapas Chave do Processo
O processo WIP é preciso e controlado. Começa com o aquecimento do meio líquido até a temperatura alvo usando um gerador de calor dedicado.
Esse líquido aquecido é então injetado em um cilindro selado contendo o molde de pó. Uma fonte de reforço aumenta a pressão, compactando a peça. Manter um controle de temperatura preciso durante todo esse ciclo é fundamental para resultados consistentes.
Prensagem Isostática em Saco Úmido vs. Saco Seco
A prensagem isostática, tanto a frio quanto a quente, pode ser implementada de duas maneiras. A prensagem em saco úmido envolve imergir diretamente o molde selado no fluido de pressão.
A prensagem em saco seco integra a ferramenta de pressão na própria prensa, criando canais internos por onde o fluido é bombeado. Este método protege a peça do contato direto com o fluido e é geralmente mais rápido para produção em alto volume.
Entendendo as Compensações (Trade-offs)
Escolher a WIP envolve avaliar suas vantagens significativas em comparação com sua complexidade operacional. É uma ferramenta especializada para desafios específicos.
Vantagem: Peças Superiores a Partir de Materiais Difíceis
A WIP é excepcionalmente benéfica para materiais que são frágeis ou que não se compactam bem à temperatura ambiente. A temperatura elevada os torna mais dúcteis, prevenindo rachaduras e alcançando maior densidade verde.
Desvantagem: Maior Complexidade e Custo
A necessidade de um gerador de calor, aquecedores de fluido de alta pressão e sistemas de controle de temperatura precisos torna o equipamento WIP mais complexo e caro do que as prensas uniáxiais e isostáticas a frio.
Desvantagem: Tempos de Ciclo Mais Longos
Em comparação com a compactação simples por matriz, o ciclo WIP é inerentemente mais lento. Aquecer o fluido, pressurizar a câmara e potencialmente resfriar o componente adicionam tempo, tornando-o menos adequado para produção em alto volume de peças simples.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do método de prensagem correto depende inteiramente do seu material, da complexidade da sua peça e dos seus objetivos de produção.
- Se o seu foco principal é a produção em alto volume de formas simples com densidade não crítica: A prensagem uniáxial é a solução mais econômica.
- Se o seu foco principal é obter densidade uniforme em formas complexas com materiais padrão: A Prensagem Isostática a Frio (CIP) oferece uma melhoria significativa em relação à prensagem uniáxial, sem a complexidade térmica adicional.
- Se o seu foco principal é formar componentes complexos de alto valor a partir de pós frágeis ou sensíveis à temperatura: A Prensagem Isostática a Quente (WIP) é a escolha definitiva para garantir a integridade da peça e a densificação uniforme.
Em última análise, dominar o processamento de materiais avançados requer selecionar a técnica que melhor se alinha com as propriedades intrínsecas do seu material.
Tabela de Resumo:
| Recurso | Prensagem Isostática a Quente (WIP) | Prensagem Tradicional (Ex: Uniáxial) |
|---|---|---|
| Aplicação da Pressão | Uniforme de todas as direções usando fluido aquecido | Direcional de um ou dois lados |
| Temperatura | Elevada (meio aquecido) | Temperatura ambiente |
| Adequação do Material | Ideal para materiais frágeis e difíceis de compactar | Melhor para formas simples, densidade não crítica |
| Densidade da Peça | Altamente uniforme, reduz pontos fracos | Gradientes de densidade, potencial para falha |
| Custo e Complexidade | Mais alto devido aos sistemas de aquecimento | Mais baixo, mais econômico para alto volume |
| Tempo de Ciclo | Mais longo devido ao aquecimento e resfriamento | Mais curto, mais rápido para produção |
Pronto para aprimorar seu processamento de materiais com compactação precisa e uniforme? A KINTEK é especializada em máquinas de prensa de laboratório avançadas, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, adaptadas às necessidades laboratoriais. Nossas soluções oferecem integridade de peça superior, reduzem defeitos e melhoram a eficiência para materiais desafiadores. Entre em contato conosco hoje para discutir como nosso equipamento pode otimizar seu fluxo de trabalho e alcançar resultados consistentes e de alta qualidade!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
As pessoas também perguntam
- Quais são as vantagens de usar uma Prensa Isostática a Quente (WIP) para baterias? Alcançar Contato de Interface Superior
- Qual é o mecanismo de uma Prensa Isostática a Quente (WIP) no queijo? Domine a Pasteurização a Frio para uma Segurança Superior
- Qual é a função dos moldes elásticos na prensagem isostática a quente? Alcançar Densidade Uniforme em Partículas Compostas
- Qual é a importância do controle de temperatura na Prensagem Isostática a Quente? Desbloqueie a Densificação Uniforme e a Estabilidade do Processo
- Como os materiais de volume sacrificial (SVM) mantêm microcanais na prensagem isostática? Garanta a integridade estrutural



















