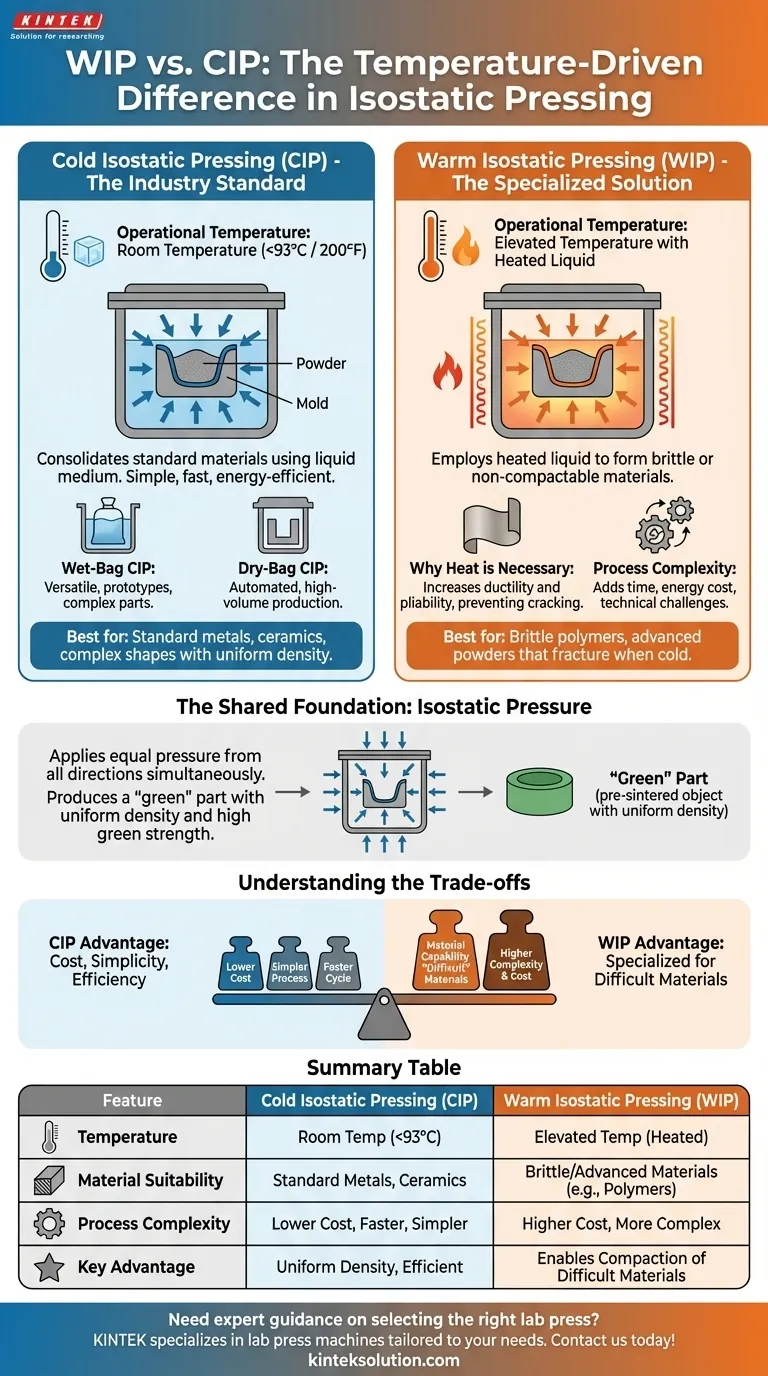
A diferença fundamental entre a Prensagem Isostática a Quente (WIP) e a Prensagem Isostática a Frio (CIP) é a temperatura operacional. A CIP consolida materiais em pó à temperatura ambiente usando um meio líquido, enquanto a WIP emprega um líquido aquecido para formar materiais que são quebradiços ou que não podem ser efetivamente compactados a frio.
Embora ambos os processos alcancem densidade uniforme aplicando pressão de todas as direções, a escolha entre eles não é sobre superioridade. É ditada inteiramente pelas propriedades intrínsecas do material e sua resposta à pressão em diferentes temperaturas.

A Base Compartilhada: Pressão Isostática
Antes de comparar WIP e CIP, é crucial entender o princípio que eles compartilham: a pressão isostática. Este é o conceito central que os diferencia de outros métodos de prensagem.
Como a Pressão Isostática Funciona
Ao contrário da prensagem uniaxial tradicional, que aplica força de uma única direção, a prensagem isostática aplica pressão igual de todas as direções simultaneamente.
O processo envolve a colocação de um material em pó em um molde flexível selado. Este molde é então submerso em um fluido dentro de um vaso de pressão. À medida que o fluido é pressurizado, ele exerce força uniforme em cada superfície do molde, compactando o pó em uma massa sólida e homogênea.
O Resultado Chave: Uma Peça "Verde"
Tanto CIP quanto WIP produzem o que é conhecido como peça "verde". Este é um objeto pré-sinterizado com integridade estrutural suficiente — ou resistência verde — para ser manuseado, usinado ou movido para a próxima etapa de fabricação.
Esta peça verde possui uma densidade altamente uniforme, o que minimiza a distorção e garante um encolhimento previsível durante a fase final de sinterização, onde a peça é aquecida para atingir sua resistência e propriedades finais.
Prensagem Isostática a Frio (CIP): O Padrão da Indústria
A CIP é a forma mais comum de prensagem isostática, valorizada por sua eficiência e simplicidade na consolidação de uma ampla gama de materiais em pó.
O Processo à Temperatura Ambiente
A CIP opera na ou perto da temperatura ambiente (tipicamente abaixo de 93°C / 200°F). Como não há elemento de aquecimento, o processo é relativamente rápido e energeticamente eficiente.
Existem dois métodos principais:
- CIP de Saco Úmido: O molde selado é imerso diretamente no fluido pressurizador. Este método é altamente versátil e ideal para protótipos, pequenas séries de produção e peças muito grandes ou complexas.
- CIP de Saco Seco: O molde flexível é integrado no próprio vaso de pressão. O pó é carregado, prensado e ejetado em um ciclo muito mais rápido e automatizado, tornando-o adequado para produção em alto volume.
Quando Usar CIP
A CIP é a escolha padrão para consolidar pós-padrão como metais e cerâmicas. Ela se destaca na produção de formas complexas com densidade uniforme, como componentes para as indústrias aeroespacial, médica e automotiva.
Prensagem Isostática a Quente (WIP): A Solução Especializada
A WIP é uma modificação do processo de prensagem isostática projetada para superar as limitações de materiais específicos que não respondem bem à compactação a frio.
A Adição de Calor
A característica definidora da WIP é o uso de um líquido aquecido como meio de pressão. Todo o sistema — vaso, fluido e molde — é levado a uma temperatura elevada específica e controlada durante a pressurização.
Por Que o Calor é Necessário
Alguns materiais avançados, particularmente certos polímeros ou pós quebradiços, podem rachar ou falhar em compactar adequadamente sob alta pressão à temperatura ambiente.
Aquecer o material o torna mais dúctil e maleável. Essa maleabilidade adicional permite que as partículas de pó se deformem e se unam sem fraturar, resultando em uma peça verde sólida e sem defeitos que seria impossível criar com CIP.
Compreendendo as Trocas
A escolha entre CIP e WIP envolve uma clara troca entre a capacidade do material e a complexidade do processo.
Custo e Simplicidade
A CIP possui uma vantagem distinta em custo e simplicidade. O equipamento é menos complexo, os tempos de ciclo são geralmente mais curtos e o consumo de energia é menor porque não é necessária fase de aquecimento ou resfriamento.
Capacidade do Material
A vantagem da WIP é sua capacidade de processar materiais "difíceis". Ela expande a gama de pós que podem ser consolidados com sucesso, abrindo aplicações para materiais que, de outra forma, seriam inadequados para este método de conformação.
Complexidade do Processo
A WIP introduz uma complexidade significativa. A necessidade de aquecer e resfriar uniformemente um vaso de alta pressão adiciona tempo, custo energético e desafios técnicos ao ciclo de fabricação. Isso a torna um processo especializado usado apenas quando absolutamente necessário.
Fazendo a Escolha Certa para o Seu Material
O comportamento do seu material sob pressão é o único fator que determina qual processo é apropriado.
- Se o seu foco principal é a consolidação econômica de pós de metal ou cerâmica padrão: A CIP é a escolha comprovada, eficiente e padrão.
- Se você está trabalhando com um polímero quebradiço ou pó avançado que fratura durante a compactação a frio: A WIP é a solução necessária para obter uma formação bem-sucedida, aumentando a ductilidade do material.
- Se o seu objetivo é produzir formas grandes ou complexas com alta resistência verde e densidade uniforme: Ambos os processos entregam este resultado, mas você deve sempre começar com CIP, a menos que as propriedades do material exijam calor.
Em última análise, compreender essa diferença impulsionada pela temperatura o capacita a selecionar o caminho de consolidação certo com base nas propriedades fundamentais do seu material, e não apenas no processo em si.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (WIP) |
|---|---|---|
| Temperatura | Temperatura ambiente (<93°C / 200°F) | Temperatura elevada com líquido aquecido |
| Adequação do Material | Metais e cerâmicas padrão | Materiais quebradiços ou avançados (p. ex., polímeros) |
| Complexidade do Processo | Menor custo, mais rápido, mais simples | Maior custo, mais complexo devido ao aquecimento |
| Vantagem Chave | Densidade uniforme, eficiente para pós comuns | Permite a compactação de materiais difíceis |
Precisa de orientação especializada na seleção da prensa de laboratório certa para seus materiais? A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo prensas de laboratório automáticas, prensas isostáticas e prensas de laboratório aquecidas, adaptadas para atender às necessidades exclusivas do seu laboratório. Nossas soluções garantem uma compactação precisa e uniforme para resultados aprimorados de pesquisa e produção. Entre em contato conosco hoje para discutir como podemos apoiar seus projetos com equipamentos confiáveis e de alto desempenho!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
As pessoas também perguntam
- Qual é o papel do material flexível na prensagem isostática a quente? Chave para Densidade Uniforme e Precisão
- Como a Prensagem Isostática a Quente (Warm Isostatic Pressing) difere dos métodos de prensagem tradicionais? Obtenha Densidade Uniforme para Peças Complexas
- Como os materiais de volume sacrificial (SVM) mantêm microcanais na prensagem isostática? Garanta a integridade estrutural
- Qual é a função da pressão hidráulica na prensagem isostática a quente? Alcançar Densidade Uniforme do Material
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP



















