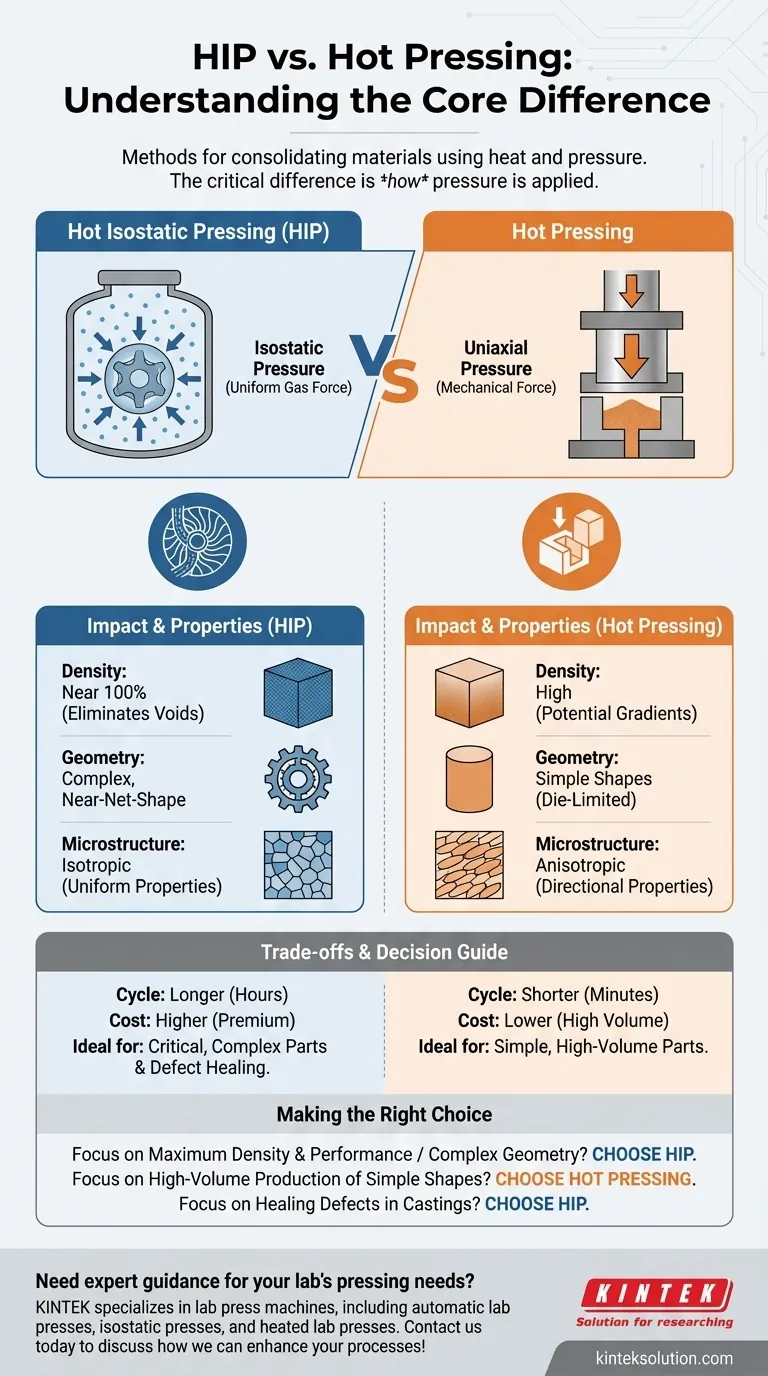
Em sua essência, a Prensagem Isostática a Quente (HIP) e a Prensagem a Quente são ambos métodos para consolidar pós ou materiais usando calor e pressão. A diferença crucial reside em como essa pressão é aplicada. O HIP usa pressão uniforme baseada em gás vindo de todas as direções (isostática), enquanto a Prensagem a Quente usa força mecânica vinda de uma única direção (uniaxial).
A escolha entre esses dois processos é uma clássica troca de engenharia. O HIP se destaca na criação de componentes complexos, totalmente densos, com propriedades uniformes, enquanto a Prensagem a Quente oferece uma solução mais rápida e econômica para formas geométricas mais simples.
A Diferença Fundamental: Aplicação da Pressão
O método de aplicação da pressão dita diretamente as capacidades, limitações e casos de uso ideais para cada tecnologia.
Prensagem a Quente: Força Uniaxial
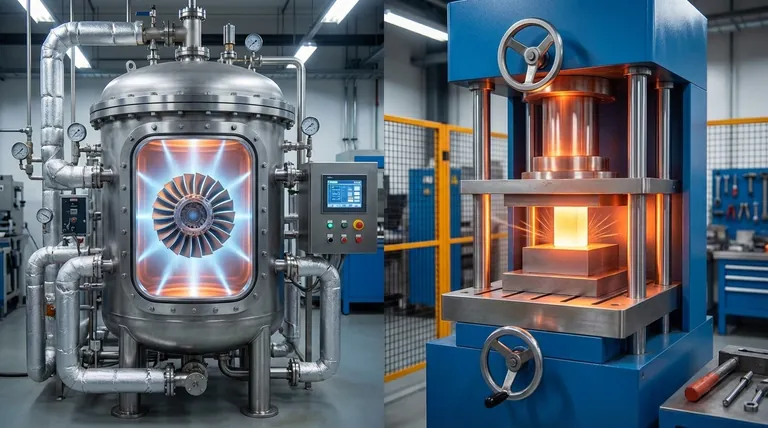
A Prensagem a Quente funciona muito como uma operação de forjamento ou estampagem aquecida. O material, tipicamente em forma de pó, é colocado dentro de uma cavidade de molde.
Um pistão ou punção mecânico então aplica uma imensa pressão uniaxial (força ao longo de um único eixo) enquanto todo o conjunto é aquecido. O material é comprimido e consolidado apenas na direção da força aplicada.
Prensagem Isostática a Quente (HIP): Pressão Isostática
O HIP adota uma abordagem completamente diferente. O componente ou o pó encapsulado é colocado dentro de um vaso de contenção de alta pressão.
O vaso é então preenchido com um gás inerte, mais comumente Argônio, que é aquecido e pressurizado. Isso cria pressão isostática — uma força uniforme exercida igualmente em todas as superfícies do componente, muito parecida com a pressão que você experimentaria nas profundezas do oceano.
O Impacto nas Propriedades do Material e na Geometria
Essa distinção entre pressão uniaxial e isostática tem consequências profundas para a qualidade, forma e desempenho da peça final.
Densidade e Porosidade
Como a pressão é aplicada de todas as direções, o HIP é excepcionalmente eficaz no fechamento de vazios internos e porosidade dentro de um material. Isso permite que ele atinja densidades que são virtualmente 100% do máximo teórico do material.
A Prensagem a Quente pode reduzir efetivamente a porosidade na direção da prensagem, mas pode ser menos eficaz no fechamento de poros orientados perpendicularmente à força. Isso pode resultar em leves gradientes de densidade dentro da peça.
Complexidade da Forma
A pressão uniforme do HIP se adapta à geometria existente da peça, tornando-o ideal para processar componentes altamente complexos, de quase forma final (near-net-shape). Ele pode consolidar canais internos intrincados e características delicadas sem distorcê-los.
A Prensagem a Quente é fundamentalmente limitada a formas simples que podem ser ejetadas de um molde, como cilindros, blocos e discos.
Microestrutura e Propriedades
A pressão uniforme do HIP promove uma microestrutura isotrópica, o que significa que as propriedades do material (como resistência e ductilidade) são as mesmas em todas as direções.
A força direcional da Prensagem a Quente pode, às vezes, levar a uma microestrutura anisotrópica, onde a estrutura de grão do material se alonga ou se alinha. Isso pode resultar em propriedades que são mais fortes em uma direção do que em outra.
Entendendo as Trocas
Nenhum processo é universalmente superior; eles são otimizados para objetivos diferentes. Entender suas trocas é fundamental para tomar uma decisão informada.
Tempo de Ciclo e Custo
Os ciclos de Prensagem a Quente são geralmente muito mais curtos, muitas vezes medidos em minutos. O equipamento também é mecanicamente mais simples e menos caro de operar, tornando-o mais adequado para produção de alto volume.
Os ciclos de HIP são significativamente mais longos, geralmente durando várias horas. Os vasos de alta pressão representam um grande investimento de capital, posicionando o HIP como um processo mais premium para componentes de alto valor.
Encapsulamento da Peça
Para consolidar pós usando HIP, o pó deve primeiro ser selado dentro de um recipiente de metal ou "lata". Isso pode adicionar uma etapa extra de fabricação e custo. Para densificar uma peça sólida (como uma fundição), nenhuma lata é necessária.
A Prensagem a Quente coloca o pó diretamente no molde, eliminando a necessidade de uma etapa de encapsulamento separada.
Tamanho do Componente
Embora o tamanho do molde limite a Prensagem a Quente, os vasos de HIP modernos podem ser enormes. Isso lhes permite processar componentes muito grandes, como discos de turbina maciços para geração de energia ou nós estruturais para fuselagens, em um único ciclo.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o processo correto requer alinhar os pontos fortes da tecnologia com os requisitos mais críticos do seu projeto.
- Se seu foco principal é densidade e desempenho máximos: Escolha HIP por sua capacidade inigualável de eliminar porosidade interna e criar peças com propriedades isotrópicas uniformes.
- Se seu foco principal é geometria complexa: Escolha HIP, pois é a única opção viável para consolidar peças intrincadas, de quase forma final, sem distorção.
- Se seu foco principal é produção de alto volume de formas simples: Escolha a Prensagem a Quente por suas vantagens significativas no tempo de ciclo e custo menor por peça.
- Se seu foco principal é reparar defeitos em fundições existentes: Escolha HIP, pois é unicamente capaz de fechar vazios internos em componentes sólidos para melhorar sua vida útil à fadiga e integridade estrutural.
Em última análise, sua decisão depende do desempenho exigido, da complexidade geométrica e das restrições econômicas do componente final.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Quente (HIP) | Prensagem a Quente |
|---|---|---|
| Tipo de Pressão | Isostática (uniforme de todas as direções) | Uniaxial (força ao longo de um eixo) |
| Densidade | Quase 100%, elimina porosidade | Alta, mas pode ter gradientes de densidade |
| Geometria | Peças complexas, de quase forma final | Formas simples (ex: cilindros, discos) |
| Microestrutura | Isotrópica (propriedades uniformes) | Anisotrópica (propriedades dependentes da direção) |
| Tempo de Ciclo | Mais longo (horas) | Mais curto (minutos) |
| Custo | Custo de capital e operacional mais alto | Custo mais baixo, adequado para alto volume |
| Ideal Para | Peças complexas de alto desempenho | Formas simples de alto volume |
Precisa de orientação especializada para as necessidades de prensagem do seu laboratório? A KINTEK é especializada em máquinas de prensagem de laboratório, incluindo prensas automáticas de laboratório, prensas isostáticas e prensas de laboratório aquecidas, adaptadas para aplicações laboratoriais. Quer você esteja consolidando pós ou densificando materiais, nossas soluções garantem precisão, eficiência e confiabilidade. Entre em contato conosco hoje para discutir como podemos aprimorar seus processos e fornecer resultados ideais para seus requisitos específicos!
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
As pessoas também perguntam
- Qual é a função da pressão hidráulica na prensagem isostática a quente? Alcançar Densidade Uniforme do Material
- Por que os cátodos compósitos devem ser selados em sacos de laminação a vácuo para WIP? Garanta a Estabilidade e Densidade da Bateria
- Qual é o papel do material flexível na prensagem isostática a quente? Chave para Densidade Uniforme e Precisão
- Qual é o mecanismo de uma Prensa Isostática a Quente (WIP) no queijo? Domine a Pasteurização a Frio para uma Segurança Superior
- Qual é o processo envolvido na prensagem isostática a quente? Dominando a densidade uniforme com a tecnologia WIP



















