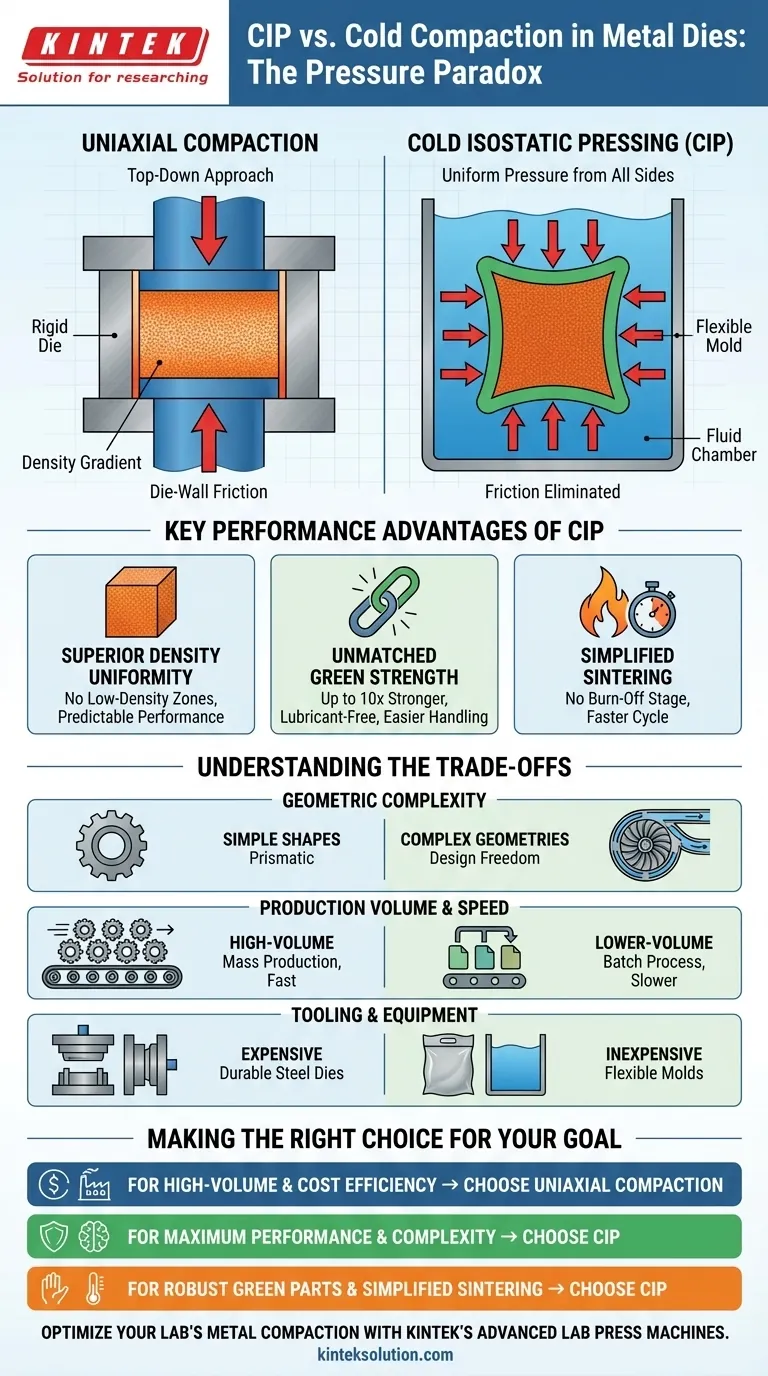
Em sua essência, a comparação entre a Prensagem Isostática a Frio (CIP) e a compactação a frio em matrizes de metal se resume à forma como a pressão é aplicada. A compactação a frio convencional é um processo uniaxial, aplicando força de uma única direção, enquanto o CIP aplica pressão igual de todas as direções, levando a diferenças significativas nas propriedades do material e na capacidade geométrica.
A escolha não é sobre qual método é universalmente "melhor", mas qual é o mais apropriado para o objetivo. A compactação uniaxial em matriz se destaca na produção de alto volume de formas simples, enquanto o CIP é o método superior para criar componentes complexos e de alto desempenho com densidade uniforme.

A Diferença Fundamental: Aplicação de Pressão
A forma como a pressão é introduzida no pó metálico dita as propriedades finais da peça compactada. Estes dois métodos representam abordagens fundamentalmente diferentes.
Compactação Uniaxial: A Abordagem de Cima para Baixo
A compactação a frio convencional utiliza uma matriz metálica rígida e punções. O pó é carregado na cavidade da matriz, e uma prensa hidráulica aciona os punções juntos, comprimindo o pó ao longo de um único eixo vertical.
Esta força unidirecional cria um desafio significativo: atrito da parede da matriz. À medida que o pó é prensado, as partículas atritam-se contra as paredes rígidas da matriz, dificultando seu movimento e criando gradientes de densidade. As áreas mais distantes dos punções são frequentemente menos densas.
Para mitigar este atrito, lubrificantes são misturados ao pó. Embora necessários para o processo, estes lubrificantes são um ligante não-estrutural que deve ser queimado posteriormente, e sua presença enfraquece inerentemente a peça pré-sinterizada.
Prensagem Isostática a Frio (CIP): Pressão Uniforme de Todos os Lados
O CIP adota uma abordagem completamente diferente. O pó é colocado dentro de um molde flexível e elastomérico, que é então selado e submerso em uma câmara de fluido de alta pressão.
O fluido é pressurizado, exercendo força uniforme no molde de todas as direções simultaneamente. Isso é análogo à pressão que você sentiria no fundo do mar.
Como a pressão é isostática (igual de todos os lados) e transmitida através de um molde flexível, o atrito da parede da matriz é completamente eliminado. Esta é a principal vantagem mecânica do processo CIP.
Principais Vantagens de Desempenho do CIP
A eliminação do atrito da parede da matriz e a ausência de lubrificantes necessários conferem às peças produzidas por CIP várias vantagens de desempenho distintas em relação às suas contrapartes prensadas uniaxialmente.
Uniformidade de Densidade Superior
Ao eliminar o atrito como variável, o CIP produz peças com uma distribuição de densidade excepcionalmente uniforme. Não há zonas de baixa densidade, o que é crítico para componentes que serão submetidos a alto estresse mecânico ou térmico.
Essa uniformidade garante desempenho previsível e retração consistente durante o estágio final de sinterização.
Resistência a Verde Inigualável
"Resistência a verde" refere-se à resistência mecânica da peça após a compactação, mas antes de ter sido sinterizada. Como o CIP não requer a mistura de lubrificantes com o pó, a peça consiste puramente de partículas metálicas interligadas mecanicamente.
Isso resulta em uma peça a verde que pode ser até dez vezes mais forte do que uma peça prensada uniaxialmente contendo lubrificantes. Essa alta resistência a verde torna os componentes muito mais fáceis de manusear e usinar antes da sinterização final.
Sinterização Simplificada
As peças prensadas uniaxialmente requerem um estágio de queima de lubrificante lento e cuidadosamente controlado no início do ciclo de sinterização. Isso adiciona tempo, custo de energia e complexidade ao processo de fabricação.
As peças CIP, sendo livres de lubrificante, podem prosseguir diretamente para a parte de alta temperatura do ciclo de sinterização, simplificando a produção.
Entendendo as Compensações: Forma, Velocidade e Escala
Embora o CIP ofereça claros benefícios de desempenho, a compactação uniaxial continua sendo um processo industrial dominante por um bom motivo. A escolha envolve compensações práticas em geometria, velocidade de produção e ferramentas.
Complexidade Geométrica
O uso de moldes flexíveis pelo CIP permite a produção de peças com geometrias altamente complexas, incluindo rebaixos, cavidades internas intrincadas e seções transversais não uniformes que são impossíveis de criar em uma matriz rígida.
A compactação uniaxial é amplamente limitada a formas prismáticas simples com uma seção transversal consistente que podem ser facilmente ejetadas de uma matriz rígida.
Volume e Velocidade de Produção
A prensagem uniaxial é um processo rápido e altamente automatizado. Os tempos de ciclo podem ser medidos em segundos, tornando-o ideal para a produção em massa de milhões de peças simples como engrenagens, buchas e rolamentos.
O CIP é um processo em lote com tempos de ciclo significativamente mais longos, frequentemente medidos em minutos. É mais adequado para componentes de menor volume e alto valor, onde o desempenho é o principal fator.
Ferramental e Equipamento
O ferramental para prensagem uniaxial (matrizes e punções de aço endurecido) é caro para projetar e fabricar, mas é extremamente durável e pode produzir milhões de peças. As próprias prensas também representam um grande investimento de capital.
O ferramental para CIP (moldes elastoméricos) é relativamente barato de criar, tornando-o econômico para prototipagem e produção de lotes menores de peças.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método de compactação correto requer o alinhamento das capacidades do processo com seu objetivo principal.
- Se seu foco principal é a produção de alto volume de formas simples: A compactação uniaxial em matriz é o padrão da indústria por sua velocidade inigualável, automação e baixo custo por peça em escala.
- Se seu foco principal é o desempenho máximo do material e a complexidade geométrica: O CIP é a escolha clara por sua capacidade de produzir peças com uniformidade de densidade superior, resistência e liberdade de design.
- Se seu foco principal são peças pré-sinterizadas robustas ou um ciclo térmico simplificado: A alta resistência a verde do CIP e a composição livre de lubrificantes oferecem vantagens significativas no manuseio e processamento a jusante.
Em última análise, sua decisão se baseia em uma clara compreensão se você está otimizando para volume e custo ou para o desempenho máximo e complexidade do design.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Compactação a Frio em Matrizes de Metal |
|---|---|---|
| Aplicação de Pressão | Isostática (igual de todos os lados) | Uniaxial (de uma direção) |
| Uniformidade de Densidade | Alta, distribuição uniforme | Menor, com gradientes devido ao atrito |
| Resistência a Verde | Até 10x mais forte, livre de lubrificantes | Mais fraca, requer lubrificantes |
| Complexidade Geométrica | Alta, permite formas intrincadas | Limitada a formas simples e prismáticas |
| Velocidade de Produção | Mais lenta, processo em lote | Mais rápida, produção de alto volume |
| Custo do Ferramental | Menor, moldes flexíveis | Maior, matrizes de aço rígidas |
| Processo de Sinterização | Simplificado, sem queima de lubrificante | Requer estágio de queima de lubrificante |
Otimize o processo de compactação de metais do seu laboratório com as prensas de laboratório avançadas da KINTEK! Seja qual for a sua necessidade – prensa de laboratório automática, prensa isostática ou prensa de laboratório aquecida – nossas soluções oferecem densidade uniforme, alta resistência a verde e a capacidade de lidar com geometrias complexas, perfeitas para laboratórios focados em materiais de alto desempenho. Entre em contato conosco hoje para discutir como nossos equipamentos podem aprimorar sua pesquisa e eficiência de produção!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Máquina isostática automática de laboratório para prensagem a frio CIP
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
- Moldes de prensagem isostática de laboratório para moldagem isostática
As pessoas também perguntam
- Qual o papel das prensas isostáticas a frio de laboratório elétricas em contextos industriais? Conectando P&D e Manufatura com Precisão
- Para que são utilizadas as capacidades de alta pressão das prensas isostáticas a frio elétricas de laboratório? Alcançar Densidade Superior e Peças Complexas
- Quais são as características das soluções elétricas padrão de laboratório CIP prontas para uso? Obtenha processamento imediato e econômico
- Quais são as aplicações das prensas isostáticas a frio de laboratório elétricas em ambientes de pesquisa? Avançando P&D de Materiais com PICs de Alta Pressão
- Como a Prensagem Isostática a Frio (CIP) elétrica contribui para a economia de custos? Desbloqueie a Eficiência e Reduza as Despesas
















