
O Espectro de Uma Única Falha
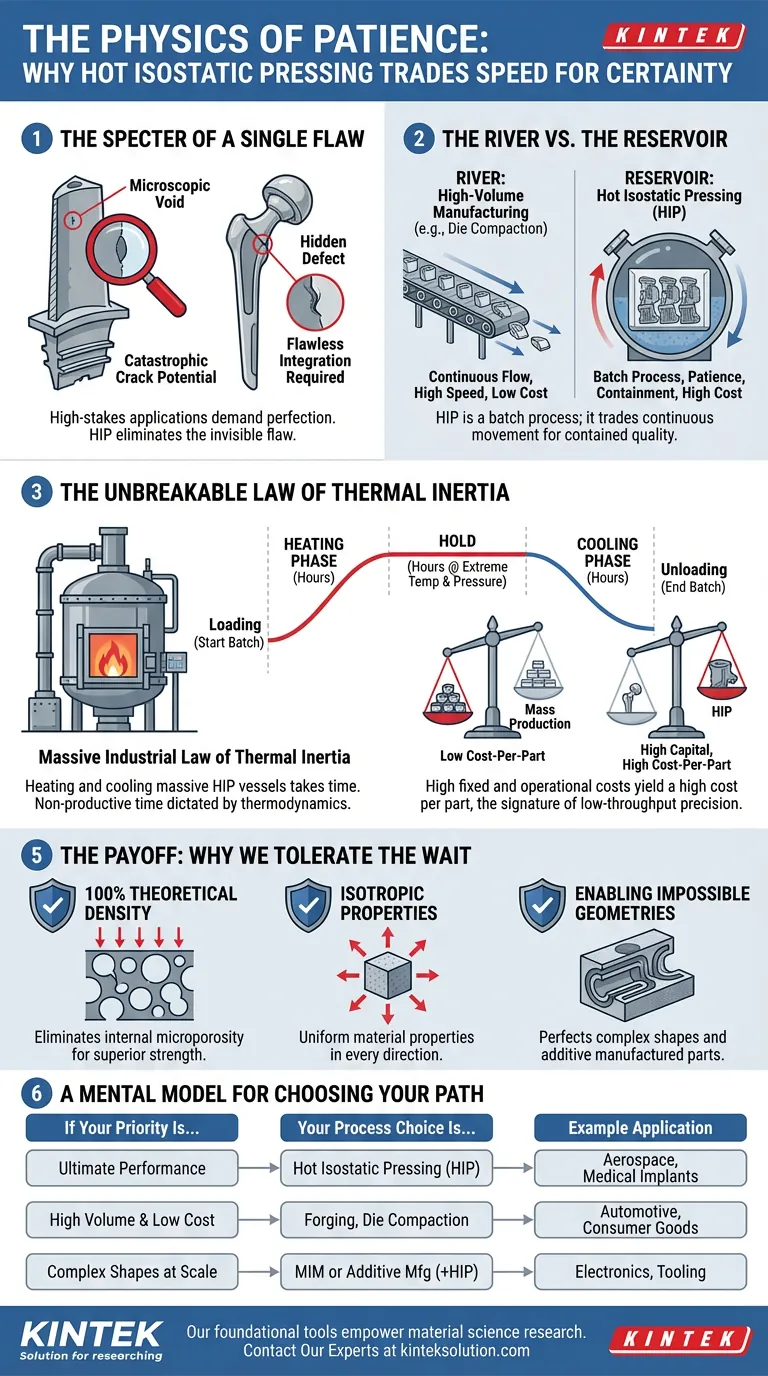
Imagine um engenheiro projetando uma pá de turbina para um novo motor a jato. A simulação em sua tela mostra tensões milhões de vezes ao longo de sua vida útil. Um único vazio microscópico, escondido nas profundezas da liga metálica, poderia crescer e se tornar uma rachadura catastrófica.
Ou imagine um cirurgião preparando um implante de quadril de titânio. O bem-estar a longo prazo do paciente depende de esse componente se integrar perfeitamente, resistindo a décadas de uso sem falhas.
Nesses mundos, o principal inimigo não é o custo ou a velocidade de produção. É a incerteza. É o fantasma da falha invisível. O processo de fabricação escolhido não é sobre fazer muitas coisas; é sobre fazer uma coisa *perfeitamente*. Este é o espaço psicológico onde a Prensagem Isostática a Quente (HIP) existe.
O Rio vs. O Reservatório
A fabricação de alto volume é um rio. Ele flui continuamente, com peças se movendo rapidamente de um estágio para o outro. Pense em compactação por matriz ou extrusão, onde os produtos são estampados ou empurrados a cada segundo.
HIP é um reservatório. É um processo em lote, fundamentalmente definido por sua natureza de início e parada.
Um lote de componentes é carregado em um vaso de alta pressão. O vaso é selado. Ele é lentamente aquecido e pressurizado com um gás inerte como o argônio. Ele é mantido em temperatura e pressão extremas por horas. Em seguida, ele é lentamente resfriado e despressurizado antes que as peças possam ser finalmente removidas.
Todo o sistema opera no princípio de contenção e paciência, não de movimento contínuo. Esta é a primeira e mais significativa barreira para a produção de alto volume.
A Lei Inquebrável da Inércia Térmica
O principal gargalo no ciclo HIP não é a pressurização — é a física. Especificamente, a inércia térmica.
Um forno industrial maciço, construído para conter imensa pressão, não pode mudar sua temperatura rapidamente. Assim como um grande navio não pode virar em um instante, um vaso HIP não pode ser aquecido rapidamente ou resfriado instantaneamente.
- Fase de Aquecimento: Leva horas para elevar o lote à temperatura alvo uniformemente.
- Fase de Resfriamento: Leva ainda mais horas para resfriar com segurança antes que a pressão possa ser liberada.
Este tempo não produtivo está embutido no processo. É um atraso inesquecível ditado pelas leis da termodinâmica. Enquanto uma prensa de forjamento pode produzir uma peça por minuto, a saída de um ciclo HIP é medida em peças por ciclo de 8-12 horas.
A Economia de um Ritmo Deliberado
Este ritmo lento e deliberado molda diretamente a equação de custo.
Alto Capital, Maiores Riscos
Vasos HIP são maravilhas da engenharia, projetados para segurança sob condições que pulverizariam equipamentos inferiores. Essa sofisticação vem com um alto preço. Adicione a isso o custo operacional significativo das vastas quantidades de gás argônio consumidas em cada ciclo.
O Dilema do Custo por Peça
Quando você divide esses altos custos fixos e operacionais pelo pequeno número de peças produzidas em um dia, o custo por peça é inevitavelmente alto. É a assinatura econômica de um processo especializado de baixa vazão. Ele não pode competir em custo com métodos de produção em massa verdadeiros.
A Recompensa: Por Que Toleramos a Espera
Se HIP é tão lento e caro, por que usá-lo? Porque o que ele alcança é muitas vezes inegociável. É escolhido quando as consequências da falha do material são inaceitáveis.
HIP é uma ferramenta para eliminar a incerteza.
- Alcançando 100% de Densidade Teórica: Sua missão principal é caçar e eliminar a microporosidade interna. A pressão uniforme colapsa esses vazios, criando um material totalmente denso com vida útil à fadiga e tenacidade à fratura dramaticamente melhoradas.
- Criando Propriedades Isotrópicas: Como a pressão é aplicada de todas as direções ( *isostática* ), as propriedades do material se tornam uniformes em todas as direções ( *isotrópicas* ). Isso elimina as fraquezas direcionais que podem ser criadas por processos como forjamento ou laminação.
- Possibilitando Geometrias Impossíveis: É essencial para aperfeiçoar componentes de forma próxima à rede com canais internos complexos, especialmente aqueles feitos através de manufatura aditiva (impressão 3D).
Um Modelo Mental para Escolher Seu Caminho
A decisão de usar HIP é estratégica e baseada na prioridade final do seu projeto.
| Se Sua Prioridade É... | Sua Escolha de Processo É... | Exemplo de Aplicação |
|---|---|---|
| Desempenho Máximo | Prensagem Isostática a Quente (HIP) | Componentes de motores aeroespaciais, implantes médicos |
| Alto Volume e Baixo Custo | Forjamento, Compactação por Matriz, Fundição | Peças automotivas, bens de consumo |
| Formas Complexas em Escala | Moldagem por Injeção de Metal (MIM) ou Manufatura Aditiva (com HIP como etapa final opcional) | Invólucros intrincados de eletrônicos, ferramentas especializadas |
Em última análise, HIP não é uma falha no mundo da fabricação de alta velocidade. É uma solução projetada propositalmente para um mundo onde a confiabilidade é primordial. É a decisão calculada de trocar eficiência pela certeza de uma estrutura de material impecável.
Antes de se comprometer com a produção em larga escala, essas teorias de materiais e parâmetros de processo devem ser aperfeiçoados em laboratório. O desenvolvimento e a validação desses componentes críticos exigem equipamentos precisos e confiáveis. Na KINTEK, fornecemos as ferramentas fundamentais — desde prensas de laboratório automáticas e aquecidas até prensas isostáticas especializadas — que capacitam pesquisadores e engenheiros a expandir os limites da ciência dos materiais em uma escala gerenciável.
Se você está trabalhando na próxima geração de componentes críticos, entender o material é o primeiro passo. Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Prensa isostática quente para investigação de baterias de estado sólido Prensa isostática quente
- Prensa Isostática a Frio para Laboratório Eléctrica Máquina CIP
- Máquina isostática de prensagem a frio CIP para laboratório com divisão eléctrica
- Moldes de prensagem isostática de laboratório para moldagem isostática
- Prensa isostática a frio manual Máquina CIP Prensa de pellets
Artigos relacionados
- A Arquitetura dos Íons: Por que a Pressão de Precisão é a Parceira Silenciosa na Pesquisa de Baterias
- A Busca pela Densidade Perfeita: Por Que o Prensagem Isostática a Quente é o Herói Não Reconhecido dos Componentes Críticos
- Como a prensagem isostática proporciona um desempenho superior em sectores críticos
- A Busca por uma Junta Perfeita: Como a Prensagem Isostática a Quente Forja Novos Materiais
- Como a prensagem isostática a quente transforma a produção de alto desempenho



















